当氮氧化物排放限值从150mg/m³收紧至50mg/m³,再到未来可能的30mg/m³,工业燃烧器不再仅是“把火烧好”的简单设备,而成为融合流体力学、材料科学、自动控制与数字仿真的复杂热工系统。本文从技术底层拆解低氮燃烧的实现路径,并探讨氢能掺烧、智能控制等趋势下,低氮燃烧器的进化方向。
氮氧化物(NOx)在工业燃烧中的生成途径主要有三种:热力型(Thermal NOx)、快速型(Prompt NOx)和燃料型(Fuel NOx)。对于以天然气、氢气、轻柴油等清洁气体/液体燃料为主的工业燃烧器,热力型NOx贡献占比超过80%,其生成速率遵循泽尔道维奇机理(Zeldovich Mechanism),核心控制变量为火焰峰值温度与高温区氧浓度。
工程上,每降低100℃火焰峰值温度,热力型NOx生成量可下降约一个数量级。因此,所有低氮燃烧技术的本质,都可归结为两条路径:
降低火焰局部高温峰值——通过分散燃烧区域、延长火焰体积,使热量均匀释放;
减少高温区的氧气分压——通过烟气回流稀释助燃空气,降低氧浓度,同时利用惰性气体吸热。
当前主流的低氮燃烧技术路线,均围绕这两条基本原理展开。
将燃烧过程人为分为贫氧区(燃料过量)和富氧区(空气过量)。在贫氧区,燃料在缺氧条件下部分裂解生成CO和H₂,该区域温度被抑制在1300℃以下;随后补入二次空气,完成最终燃尽。这种方法可将NOx从常规的120~150mg/m³降至80~100mg/m³(按3% O₂折算),且无需额外设备投资,是多数工业窑炉改造的首选方案。
技术局限:对燃烧器头部结构设计要求高,若分级比例不当,易导致CO超标或燃烧不稳定。
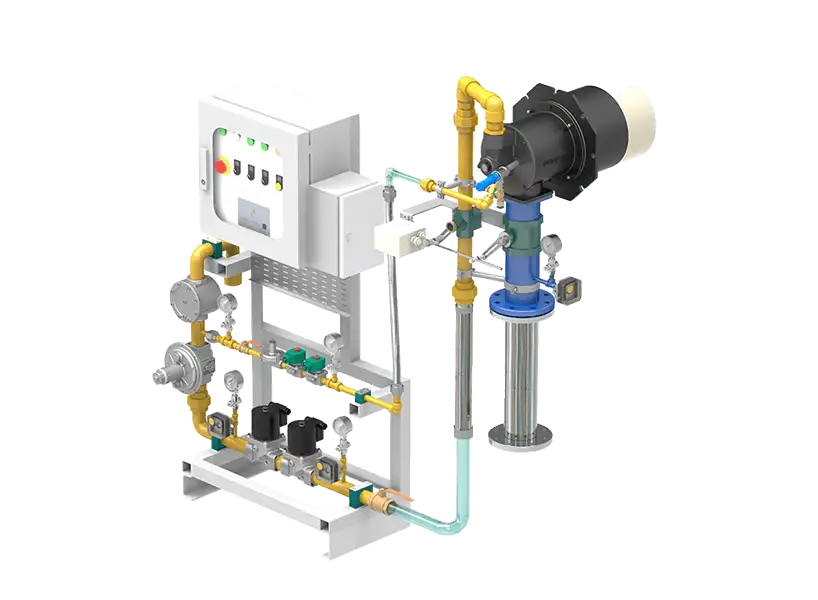
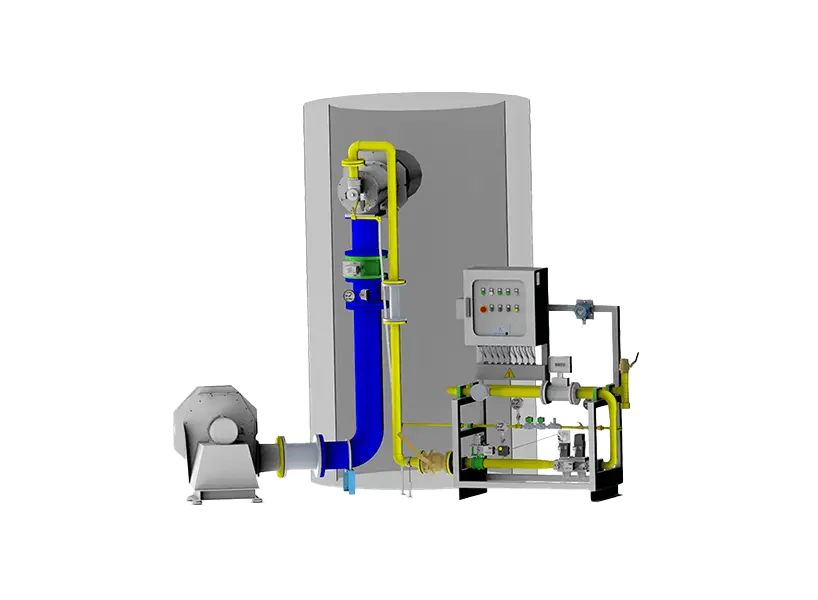
将燃烧后排出的低温烟气(含约10%~12%的CO₂和H₂O,比热容大)通过外部管路引回燃烧器入口,与助燃空气混合。烟气吸热后降低了理论燃烧温度,同时减少了氧分压。**FGR技术可将NOx从80~100mg/m³进一步压低至30~50mg/m³**,是目前国内重点地区(京津冀、长三角)达标改造的主流配置。
工程痛点:烟气再循环管道冷凝腐蚀、风机压头损失、燃烧器与烟道系统的耦合调试复杂度高,对系统集成能力提出较高要求。
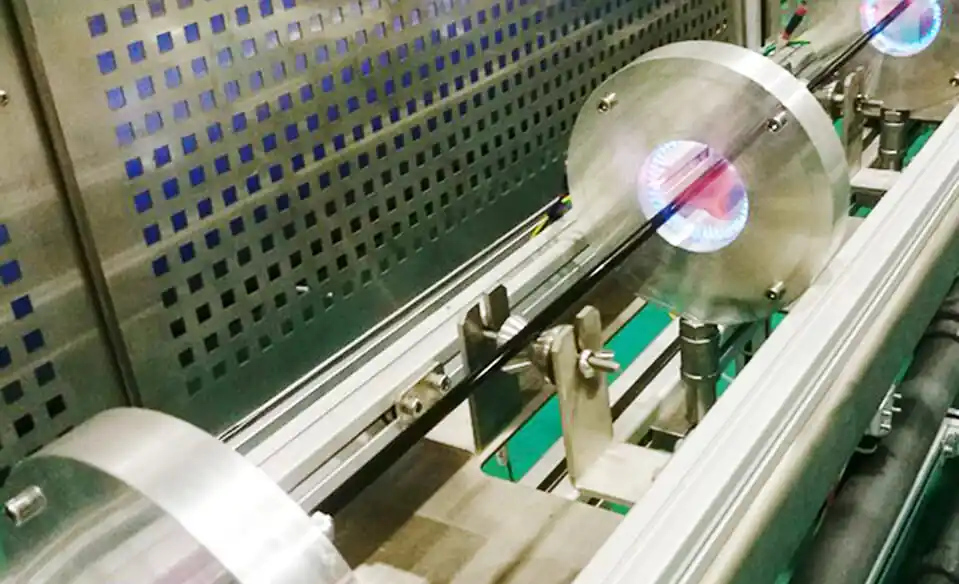
在FGR基础上引入金属纤维表面燃烧或多孔介质燃烧技术,使火焰在微通道或泡沫陶瓷内形成“无焰氧化”状态(即火焰面消失,燃烧在材料内部均匀进行)。此时温度场均匀性可达±5℃,NOx可稳定控制在20~30mg/m³,甚至更低。该技术已在高档玻璃熔窑、电子级烘烤线等高端场景中验证,但成本较高,尚未大规模普及。
氢能掺烧被视为工业脱碳的关键路径,但给低氮燃烧带来了新矛盾:
氢气火焰传播速度是天然气的8~10倍,火焰更短、更集中,局部温度峰值更高,热力型NOx生成倾向加剧;
氢气在空气中的燃烧速度极快,若采用常规FGR技术,烟气回流量需大幅增加以抑制温度,但过量烟气会导致燃烧振荡甚至熄火。
解决这一矛盾的技术方向包括:微混合燃烧(Micro-Mixing,将氢气与空气在微小尺度下快速预混,形成数千个微型火焰,降低局部高温)、纯氧无焰燃烧(在纯氧气氛下,通过高速射流卷吸炉内烟气,实现无可见火焰的均匀燃烧)。目前全球氢气燃烧器市场处于爆发前夜,据恒州诚思统计,2024年全球氢气燃烧器收入规模约1亿元,预计2031年将接近11.1亿元,年复合增长率高达41.5%。谁能在低氮与掺氢之间找到平衡点,谁就掌握了下一代工业燃烧技术的制高点。
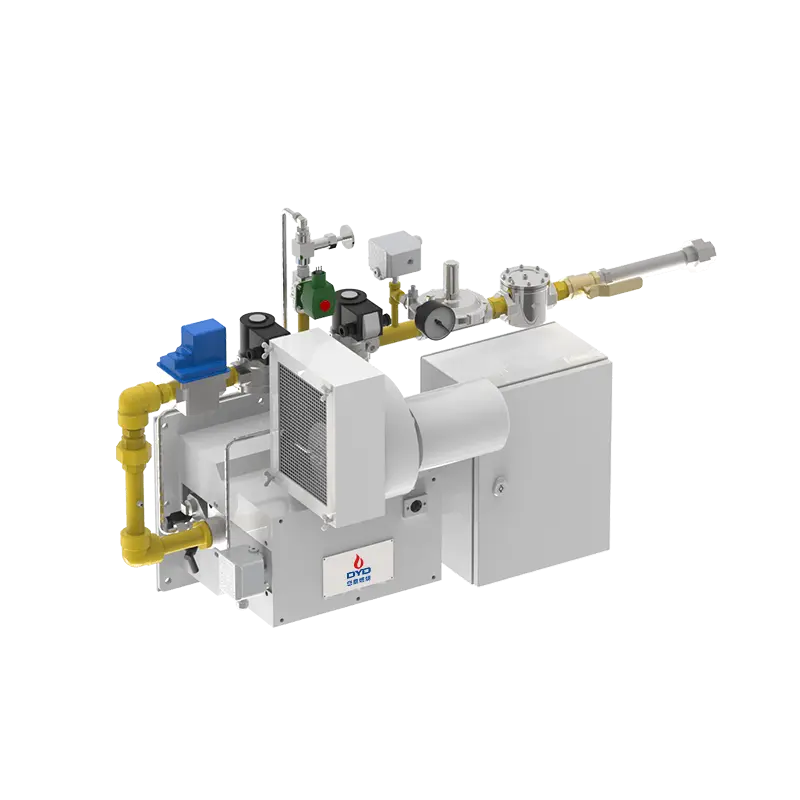
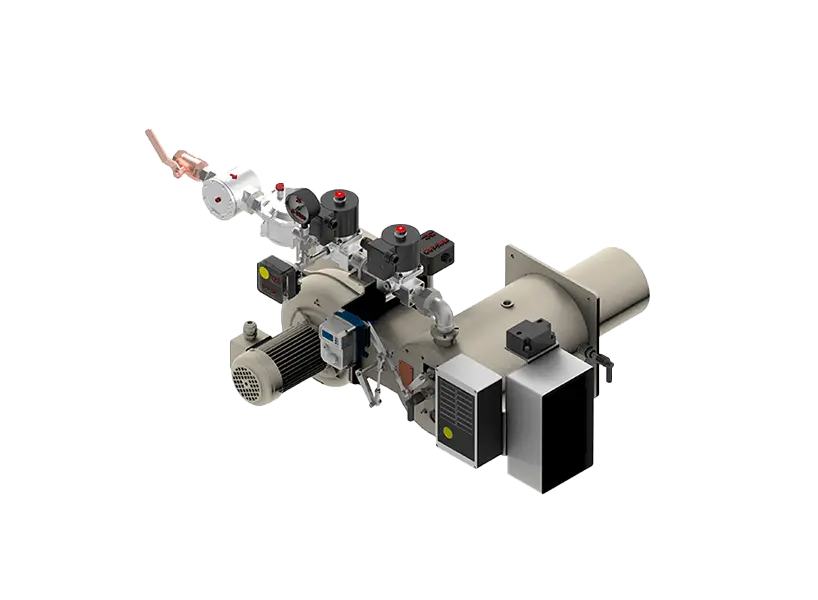
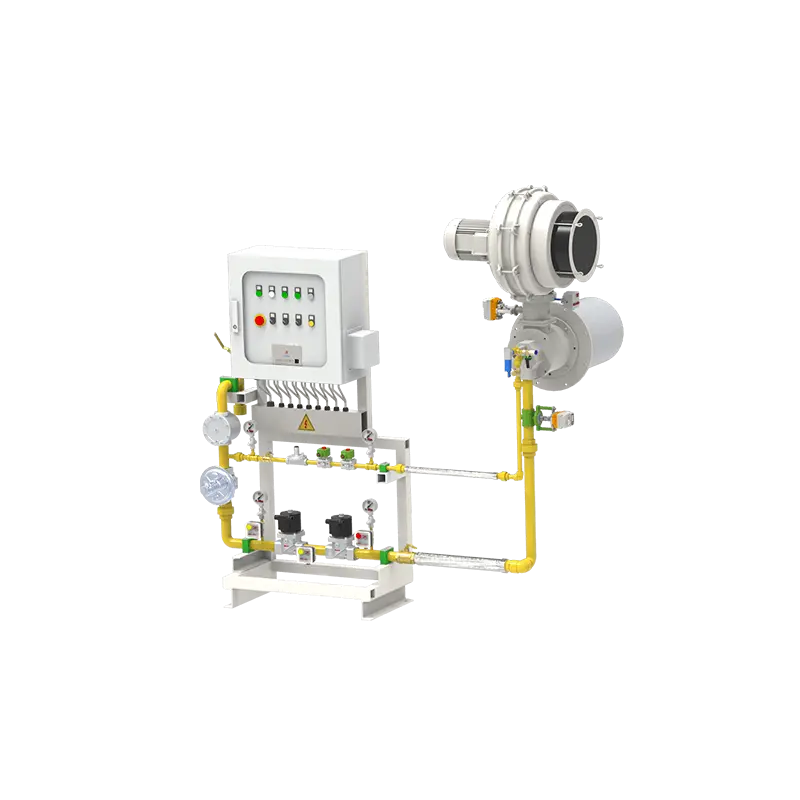
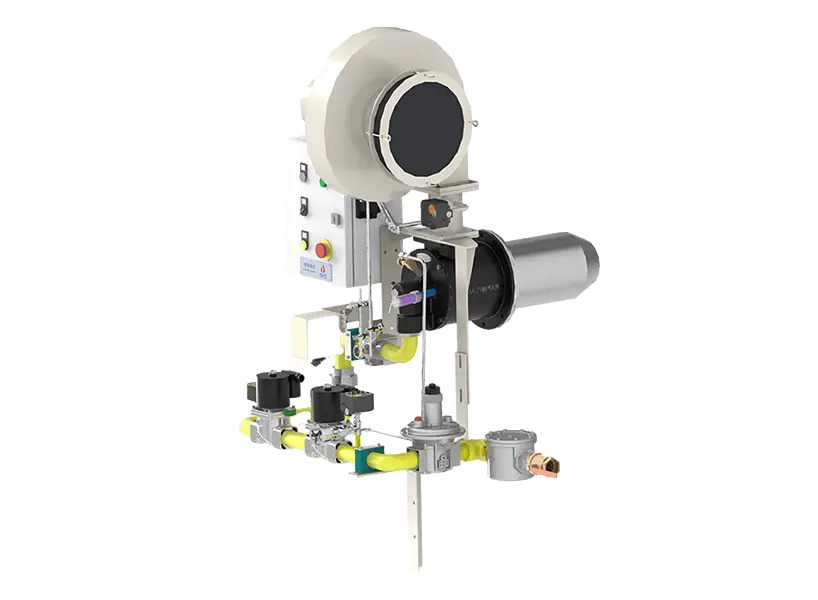
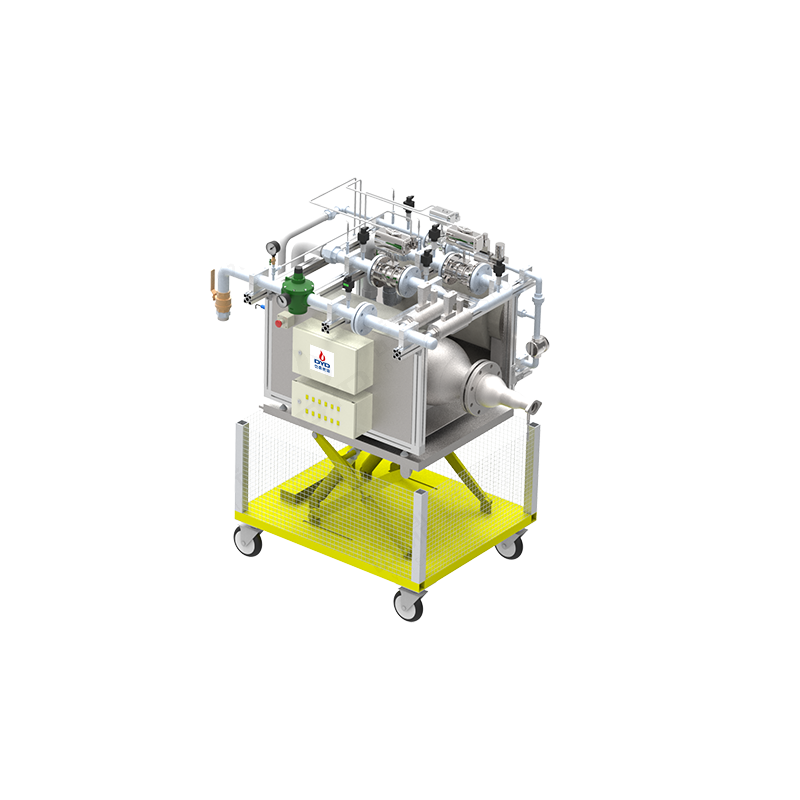
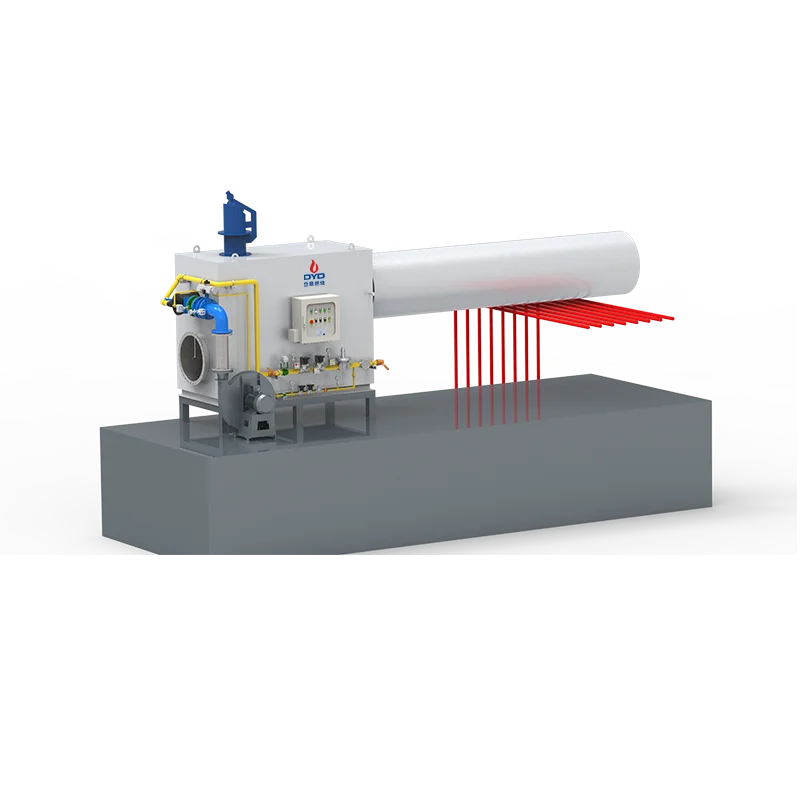
岱鼎燃烧(DYDTEC)自2008年深耕工业热能领域,拥有11000㎡研发基地、210+工程师团队及60余项专利,获评上海市“专精特新”企业。其低氮燃烧器采用分级燃烧+FGR+火焰冷却复合技术,实测NOx稳定<50mg/m³,已在京津冀、长三角大量加热炉改造项目中替代进口。公司联合上海交大、清华建立CFD数字孪生平台,实现从仿真到交付的精准设计;在氢能方向已成功应用高含氢净化气于煤化工RTO项目,并储备纯氢微混合燃烧技术。2025年获节能降碳示范技术推荐证书,产品覆盖汽车涂装、石化、冶金等多行业,提供全生命周期智能运维服务。
当政策红线不再是唯一驱动力,氢能、数字孪生、碳足迹核算等新变量涌入工业燃烧领域,低氮燃烧器的竞争已升级为多目标约束下的系统级优化。岱鼎燃烧以扎实的技术积累和仿真平台为底座,正为工业热能绿色转型提供可进化的燃烧系统解决方案。
数据来源:
《2026年全球及中国工业燃烧器行业头部企业市场占有率及排名调研报告》
《2025年全球氢气就緒型燃烧器市场销售额报告》
《全球及中国锅炉低氮改造产业全景调查报告(2025全景版)》