在现代工业生产中,有机废气的处理一直是环保工作的重点和难点。
废气焚烧燃烧器作为有机废气
TNV
焚烧系统的核心设备,其性能和可靠性直接决定了废气处理的效果和运行成本。随着环保要求的日益严格,越来越多的企业开始关注高效、低耗的废气焚烧技术,而选择合适的
废气焚烧燃烧器厂家则成为实现这一目标的关键。
有机废气
TNV
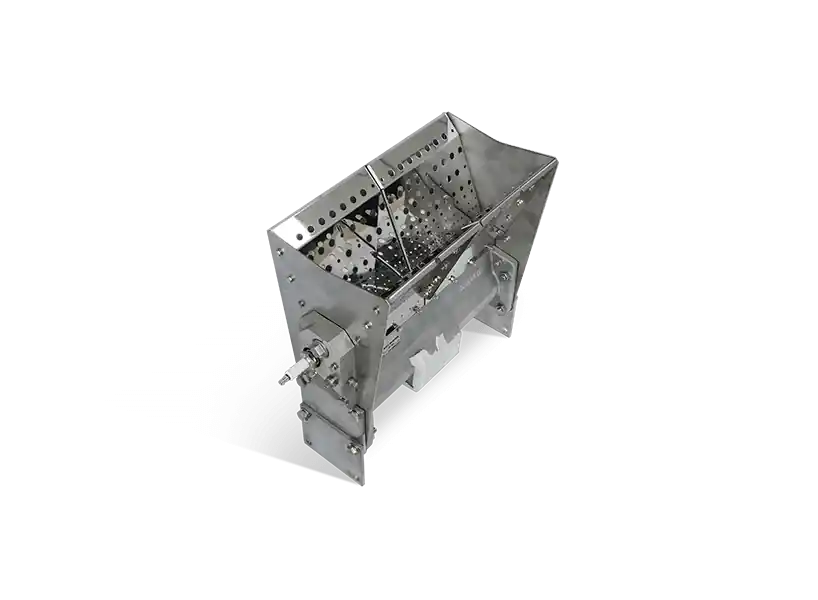
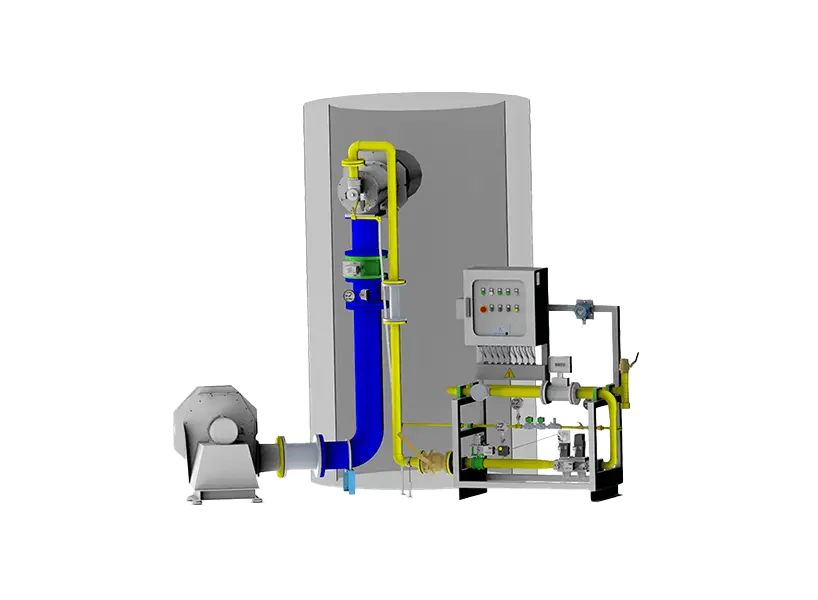
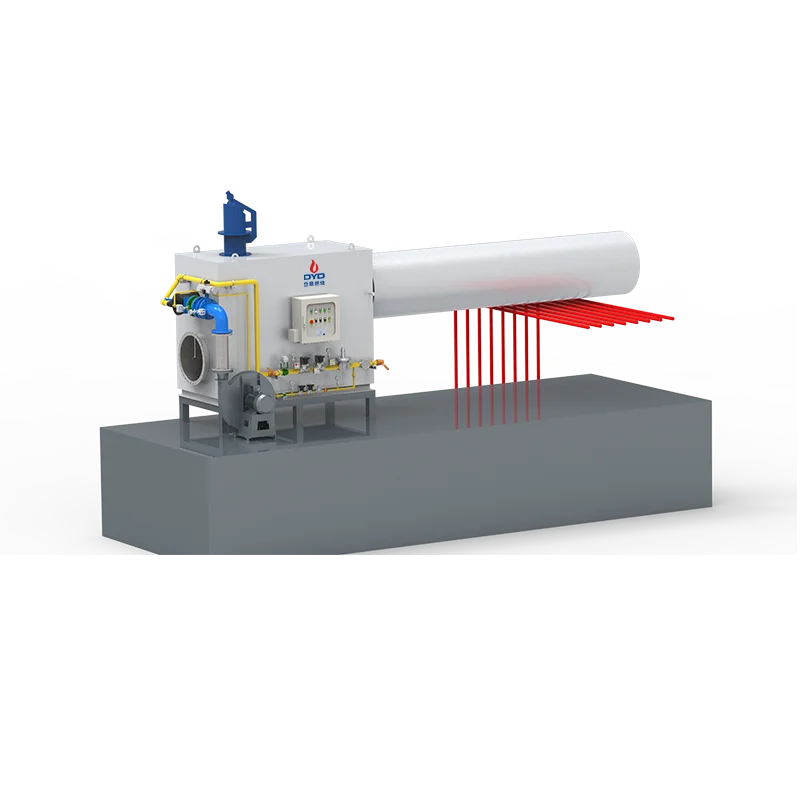
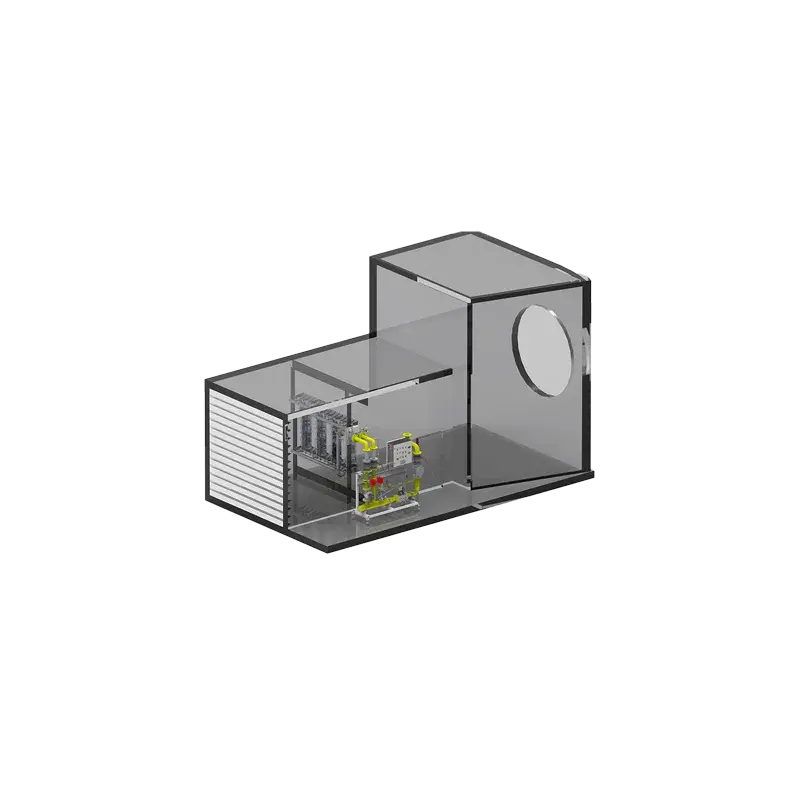
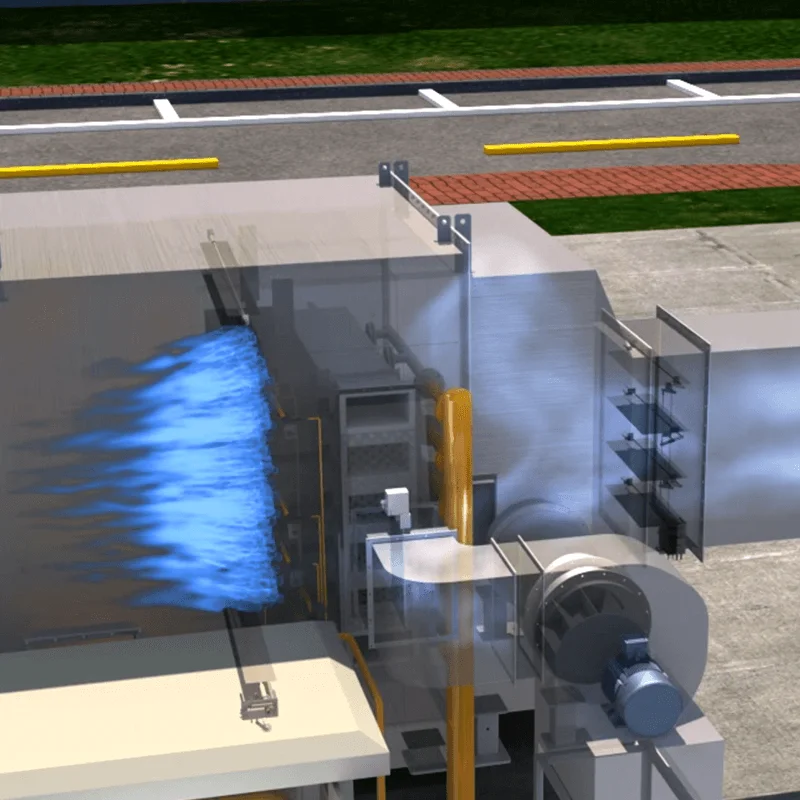
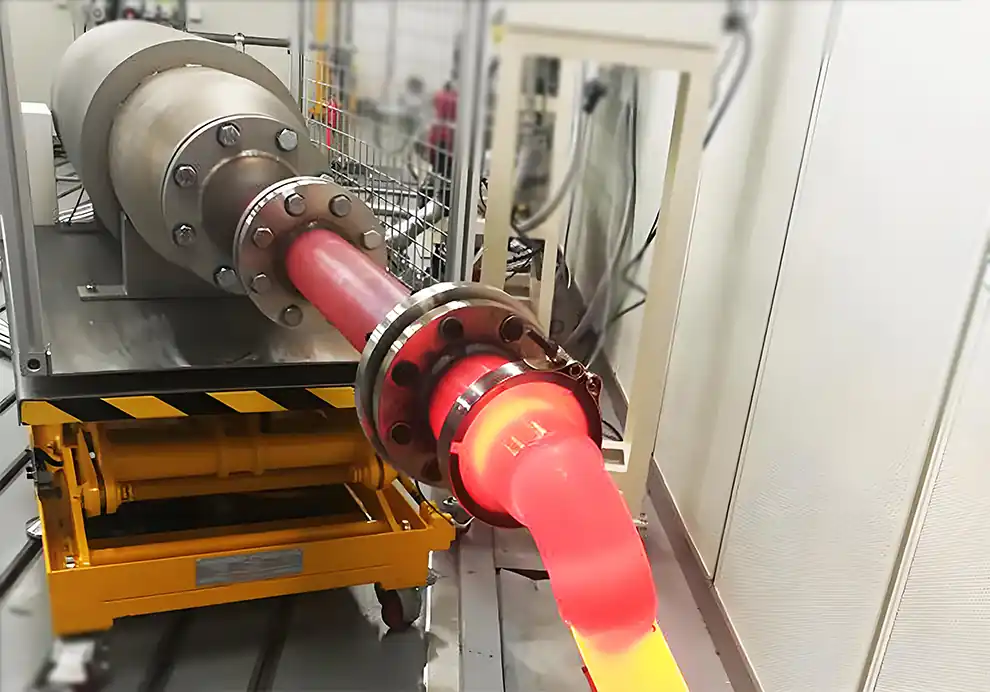
焚烧技术是一种通过高温氧化分解废气中有害成分的方法,广泛应用于化工、涂装、印刷等行业。该技术的核心在于通过燃烧器将废气加热至分解温度,使其中的挥发性有机物(VOCs)转化为无害的二氧化碳和水。废气焚烧燃烧器在这一过程中不仅提供必要的热源,还要确保燃烧的稳定性和高效性。

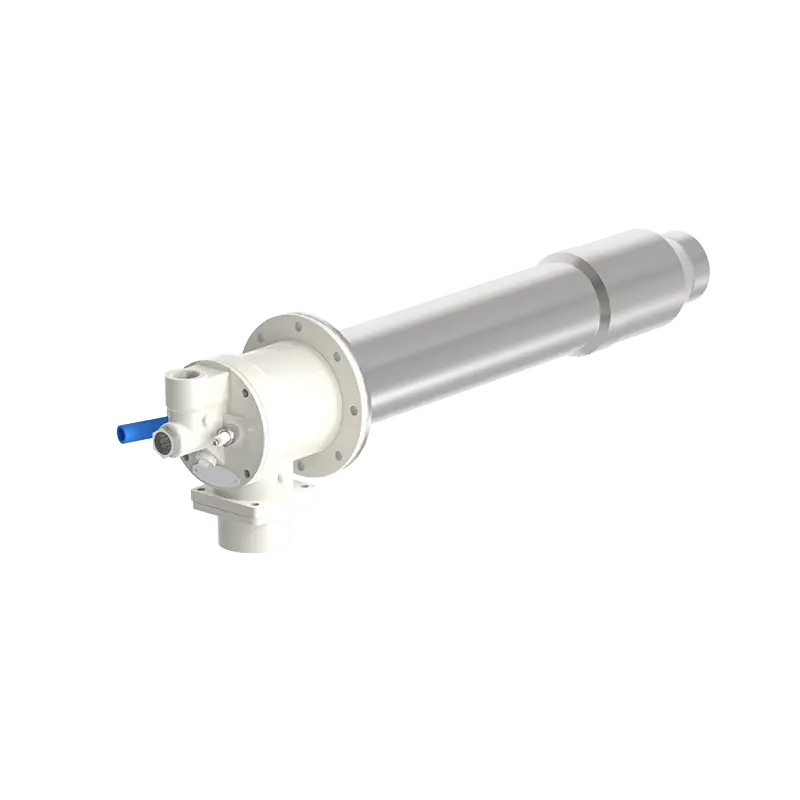
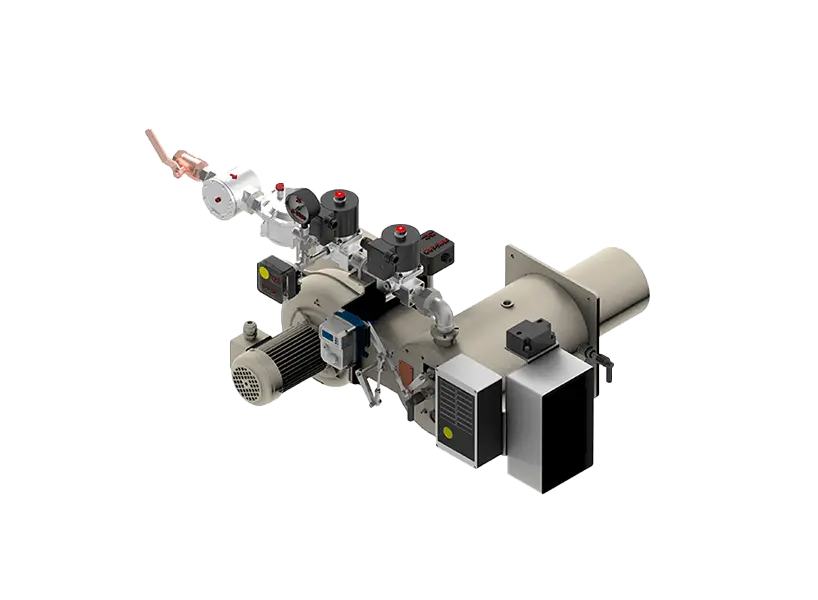
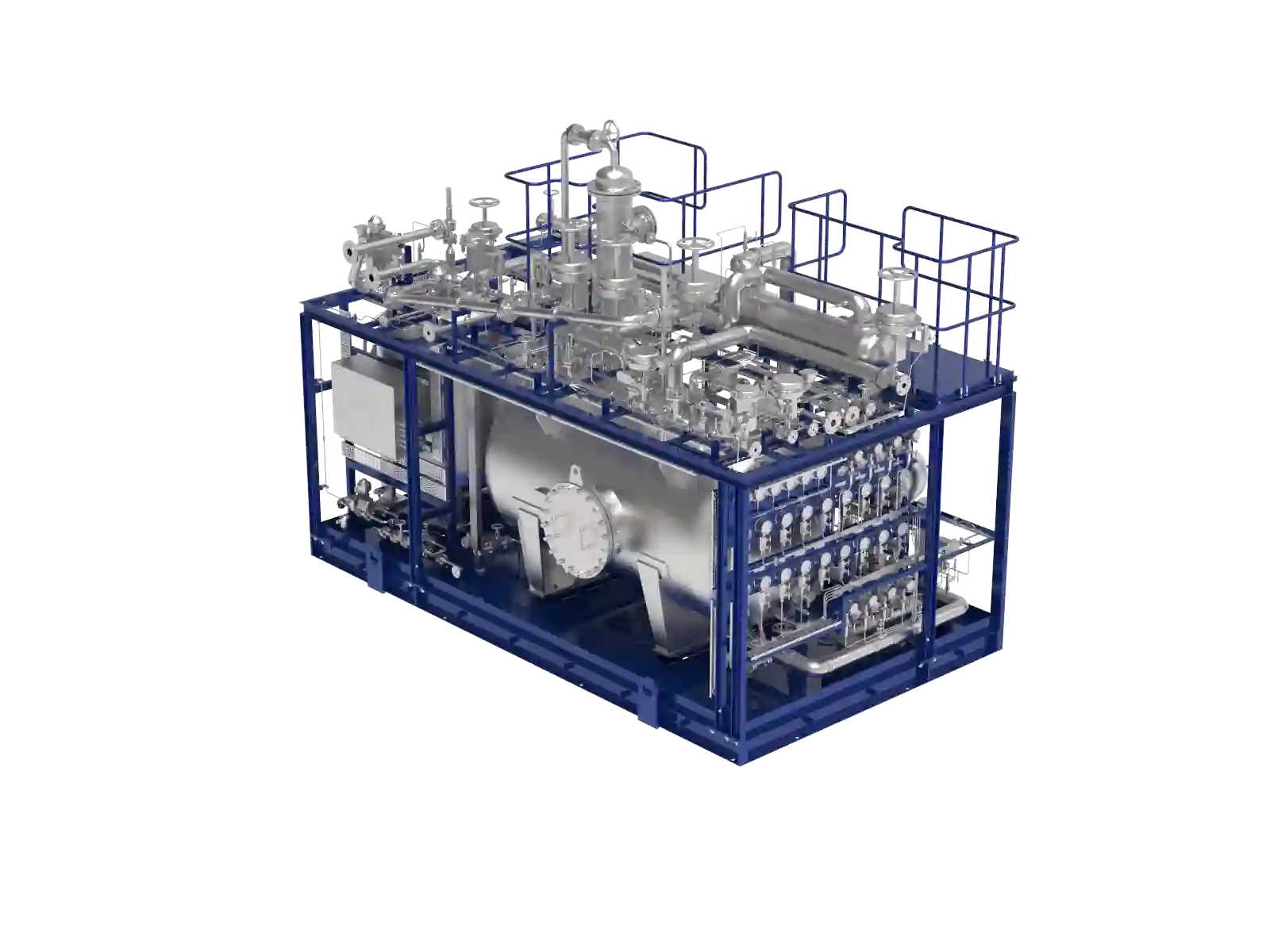
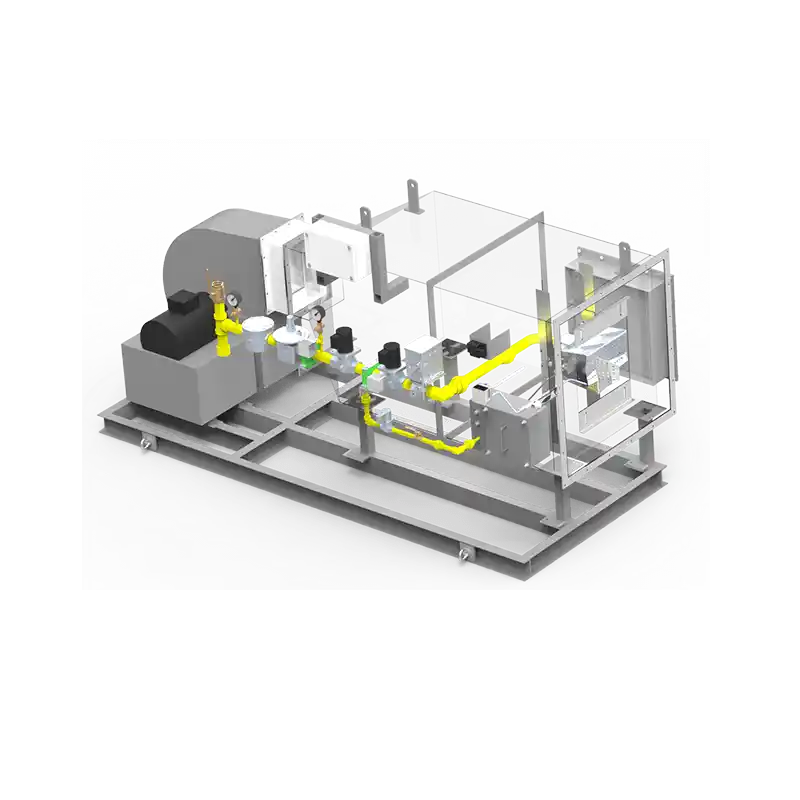
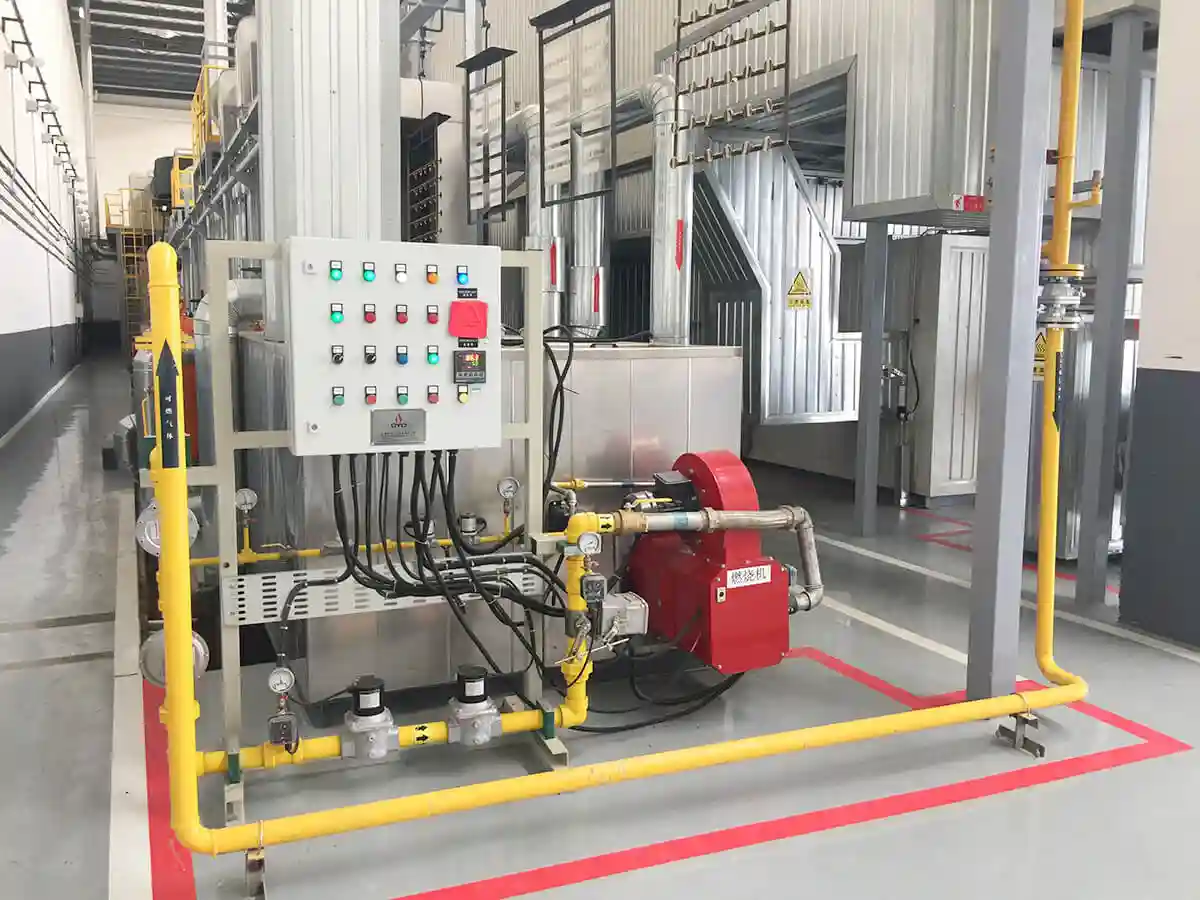
(废气焚烧燃烧器)
废气焚烧燃烧器的主要功能包括提供高温火焰、维持炉膛温度稳定以及实现废气的完全燃烧。在实际应用中,燃烧器需要适应不同的工况变化,例如废气组分波动、温度变化等。一款优秀的废气焚烧燃烧器应当具备高调节比、宽泛的适用温度范围以及稳定的燃烧性能,以确保系统在各种条件下都能高效运行。
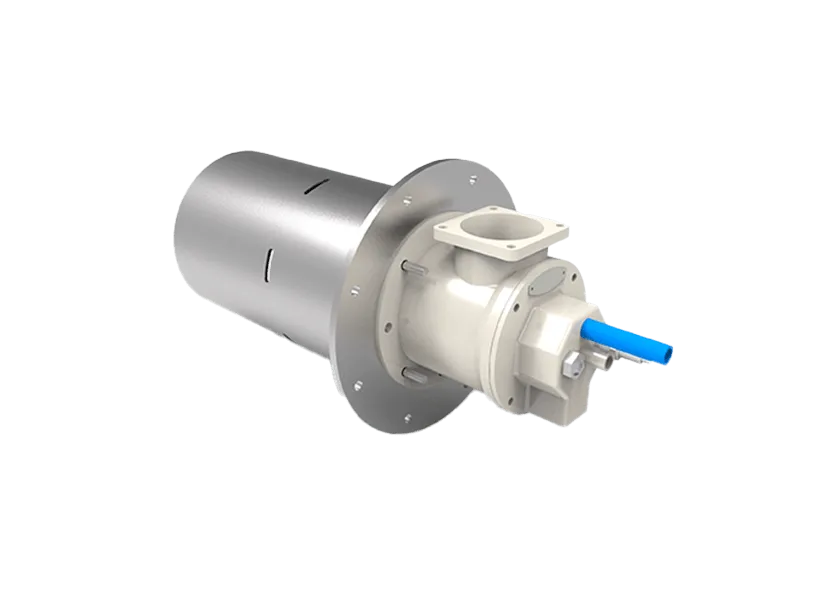
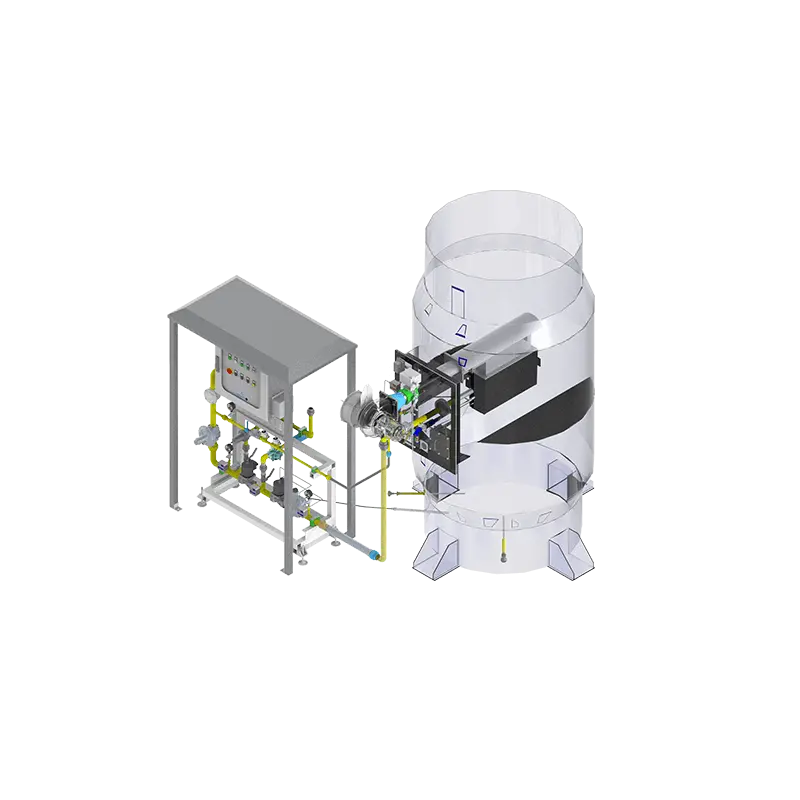
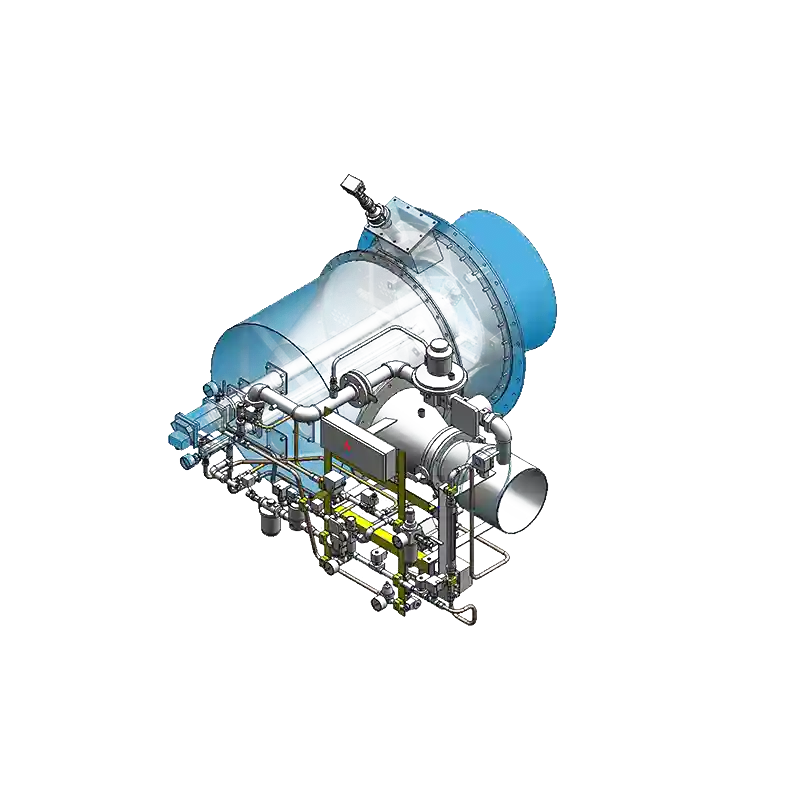
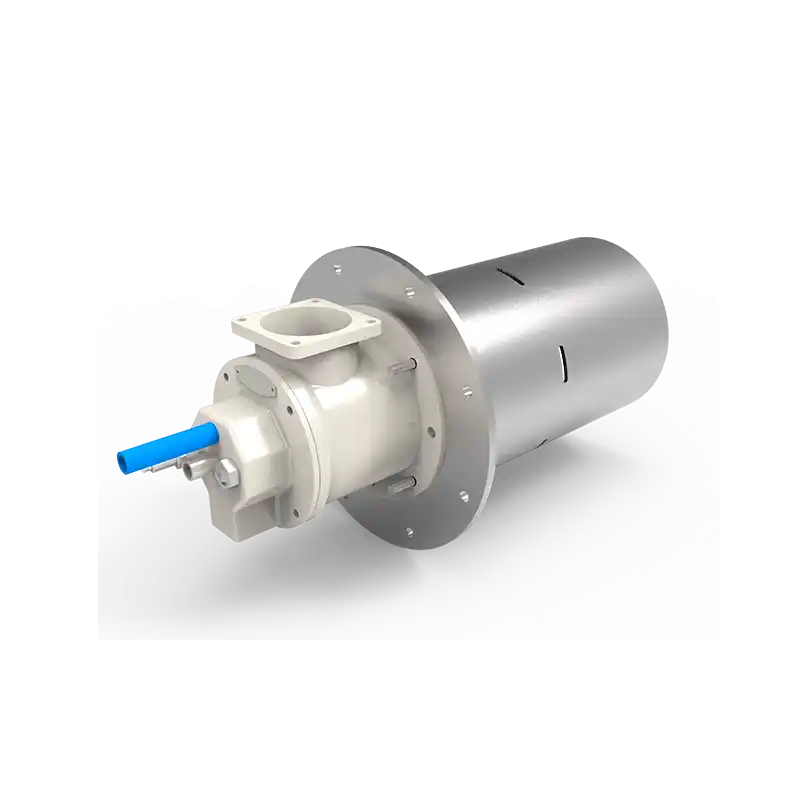
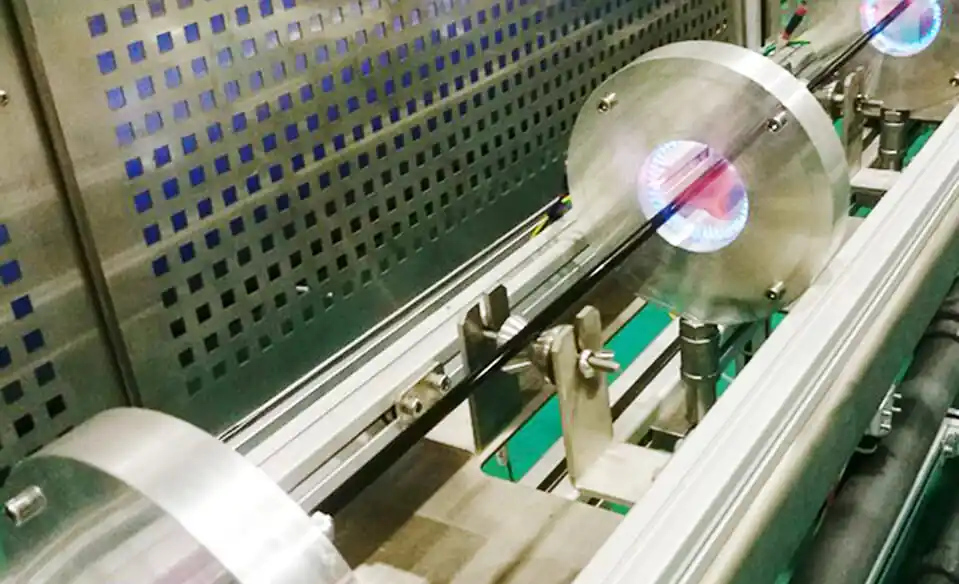
作为市场上备受认可的废气焚烧燃烧器产品,Flameflame
系列具备多项突出特点。首先,它适用于进炉膛废气最高温度 1050℃,炉膛最高温度可达
1600℃,能够满足大多数高温焚烧需求。其次,该系列燃烧器无需外部助燃风,通过废气中的氧气进行助燃,有效节约能源。此外,其燃料流量可灵活调节,适用于天然气、液化气等洁净气体燃料,也可兼容轻油燃料,燃烧器调节比高达
25:1,具备较强的工况适应性。Flameflame 系列还提供 15 种不同功率的型号,用户可以根据实际需求灵活选型。
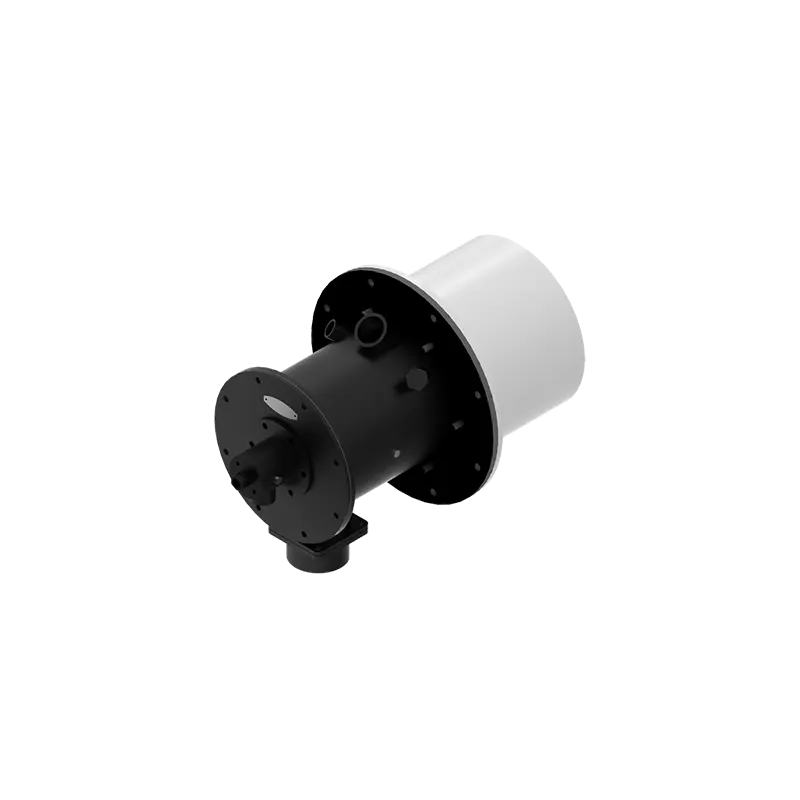
选择一家专业的废气焚烧燃烧器厂家至关重要。优秀的厂家不仅能够提供高性能的产品,还能根据用户的特定需求提供定制化解决方案。在选择厂家时,企业应关注其技术实力、生产经验以及售后服务能力。此外,厂家是否具备完善的质量管理体系、核心专利技术以及丰富的项目案例也是重要的参考指标。
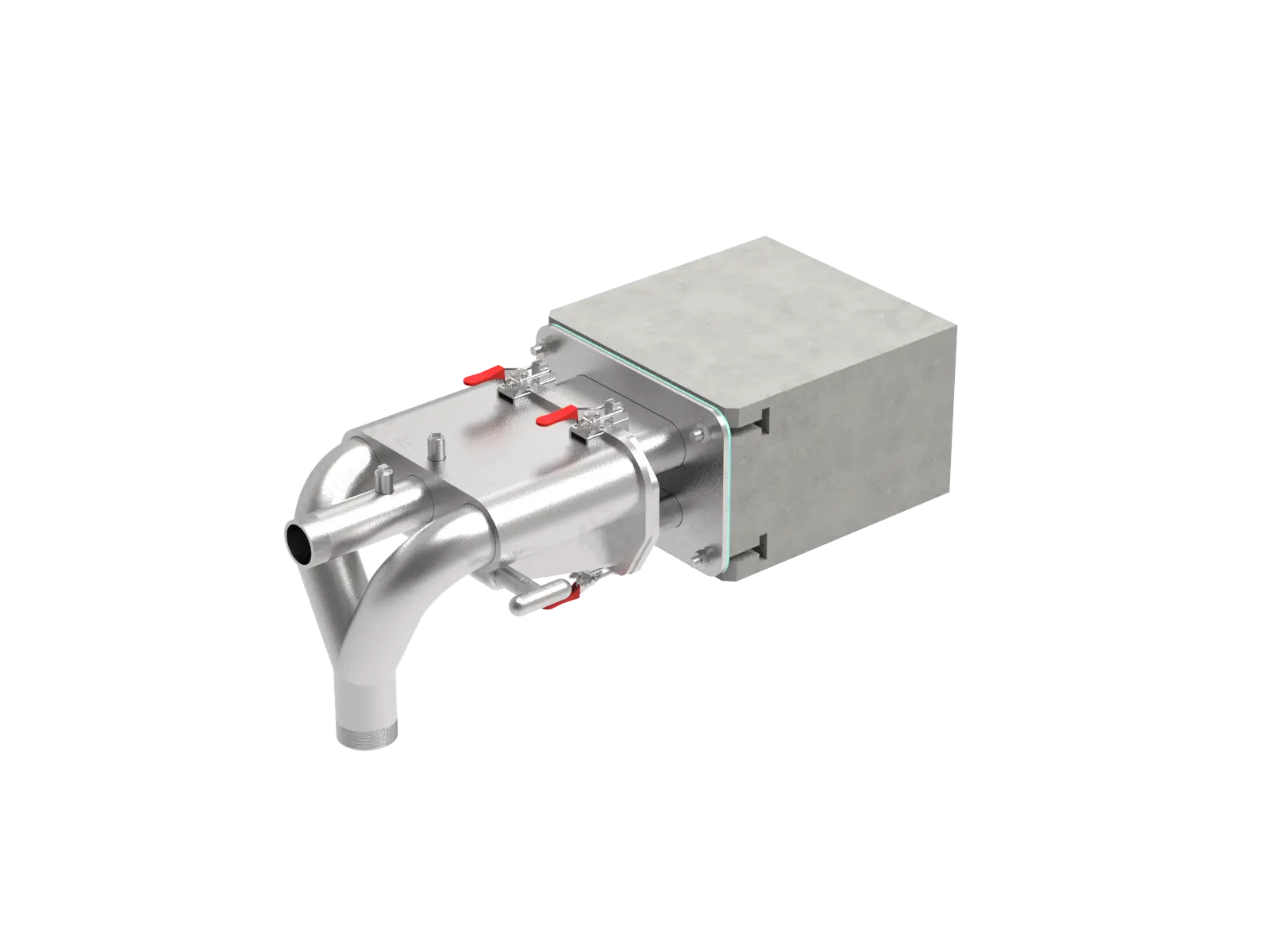
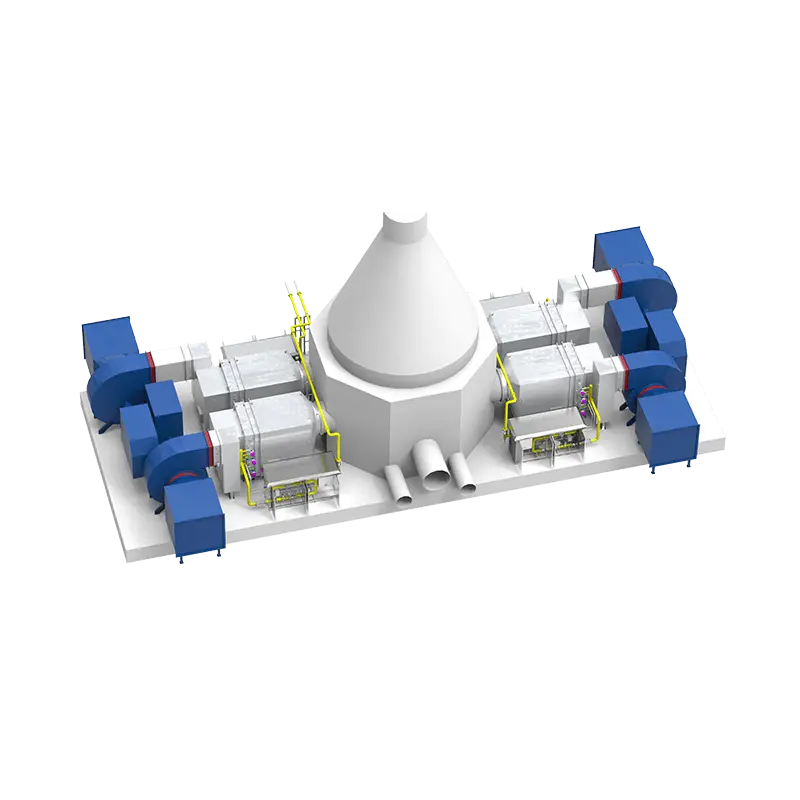
废气焚烧燃烧器广泛应用于需要处理有机废气的行业,例如石油化工、制药、涂装和食品加工等。在这些领域中,废气组分复杂、浓度波动大,对燃烧器的性能提出了较高要求。通过采用高效的废气焚烧燃烧器,企业不仅可以满足环保排放标准,还能降低运行成本,实现经济效益与环境效益的双赢。
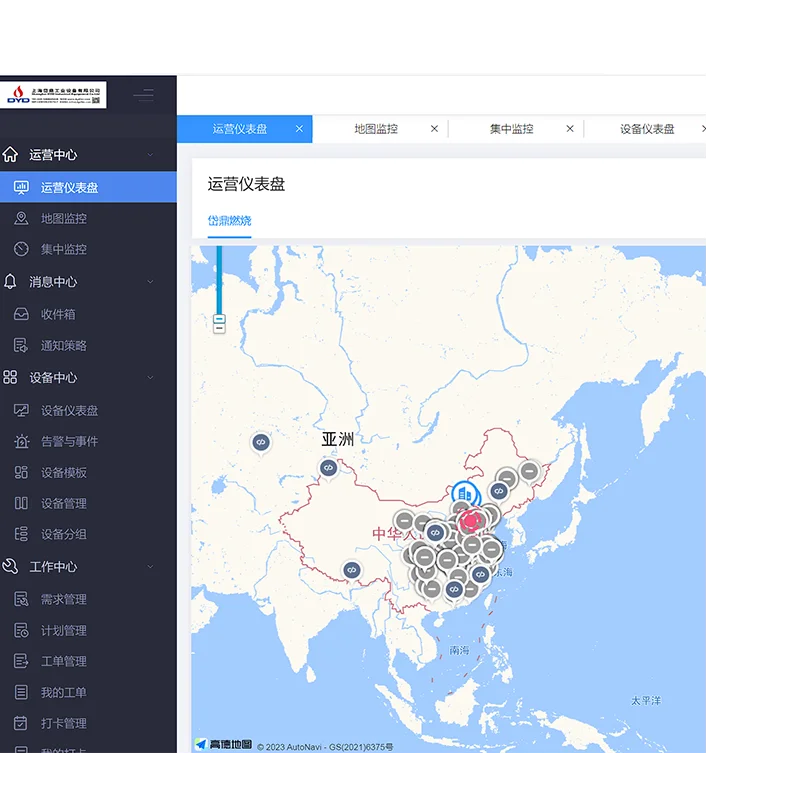
随着环保政策的持续推进和技术的不断进步,废气焚烧燃烧器正朝着更高效、更智能的方向发展。例如,一些领先的厂家已经开始将物联网技术应用于燃烧器系统,实现远程监控和能效分析。此外,氢能、纯氧燃烧等新技术的引入,也为废气处理提供了更多可能性。未来,废气焚烧燃烧器厂家需要持续创新,以应对更复杂的市场需求。

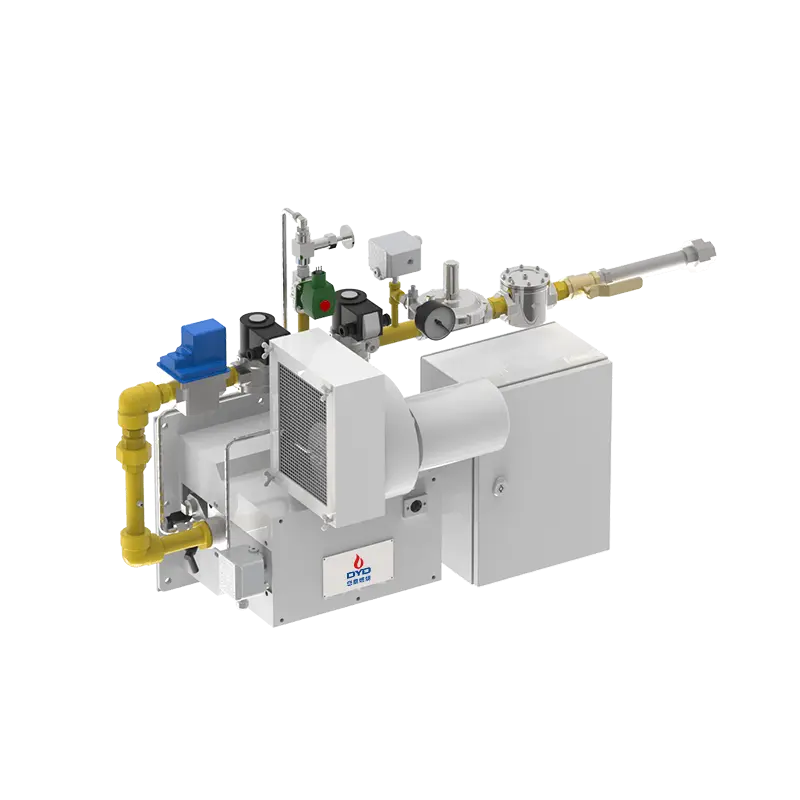
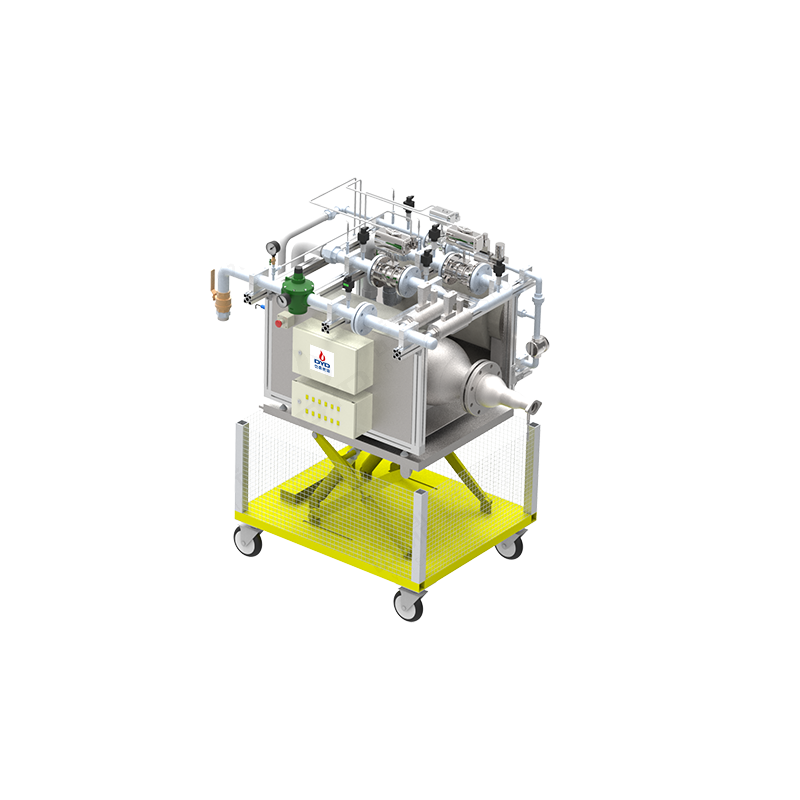
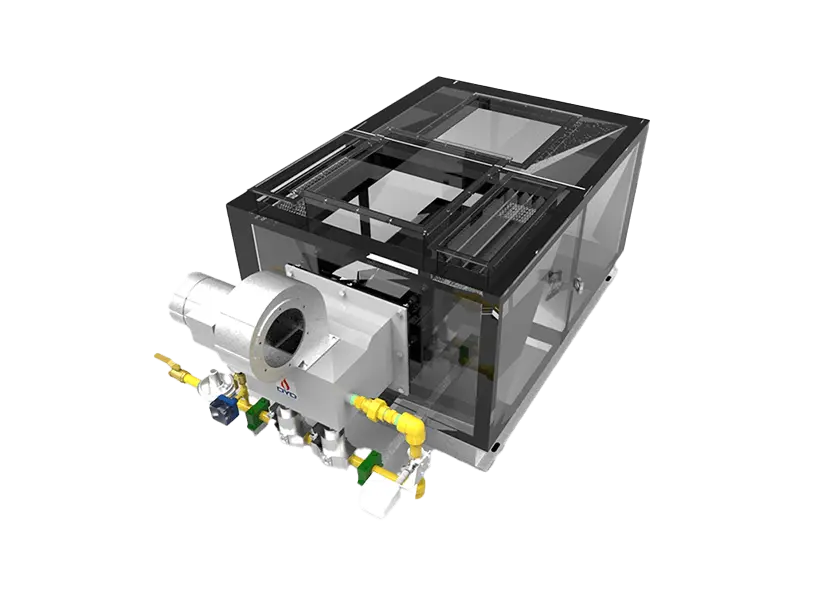
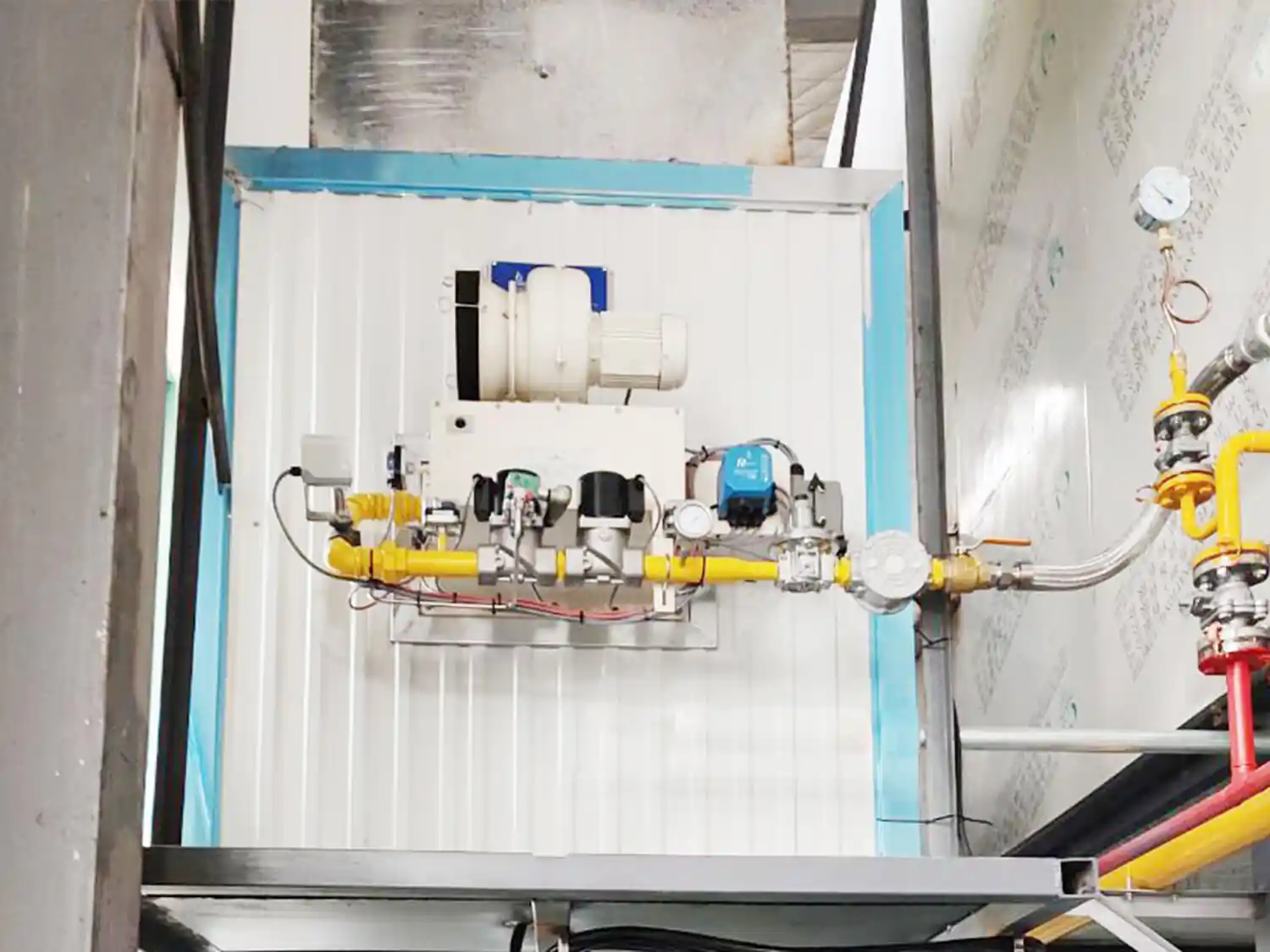
(废气焚烧燃烧器厂家)
岱鼎燃烧自
2008 年成立以来,专注燃烧技术 17 年,已成为行业领先的燃烧器制造企业。公司拥有 11000㎡研发生产基地和 150
余名技术人员,具备完善的研发、生产与服务体系。作为高新技术企业,岱鼎拥有 30 多项核心专利,建有 CFD 热力仿真实验室,严格执行
ISO9001
质量管理体系,确保产品可靠性。产品线覆盖燃气燃烧器、低氮环保燃烧器及特种燃烧器(如氢气、纯氧燃烧器等),功率范围广,氮氧化物排放可低至
30mg/m³。岱鼎注重技术创新,开发物联网平台实现远程监控与能效分析,并在氢能、纯氧燃烧等领域取得突破。公司全球设有 46 个服务网点,提供
24 小时响应与定制化解决方案,致力于以技术和服务推动行业绿色发展,电话 400-606-8918。