在环保要求日益严格的今天,工业 VOCs 废气的治理已成为众多企业必须面对的课题。催化燃烧技术因其净化效率高、能耗相对较低、无二次污染等优点,成为处理中低浓度 VOCs 的主流选择之一。而这项技术能否稳定、高效运行,其核心动力单元 ——催化燃烧加热燃烧器的性能至关重要。它不仅是提供初始反应热能和维持催化床层温度的能量来源,更是整个系统安全、节能、稳定运行的决定性因素。一个优秀的催化燃烧加热燃烧器厂家,提供的不仅是设备,更是一整套经过精密计算和验证的加热解决方案。
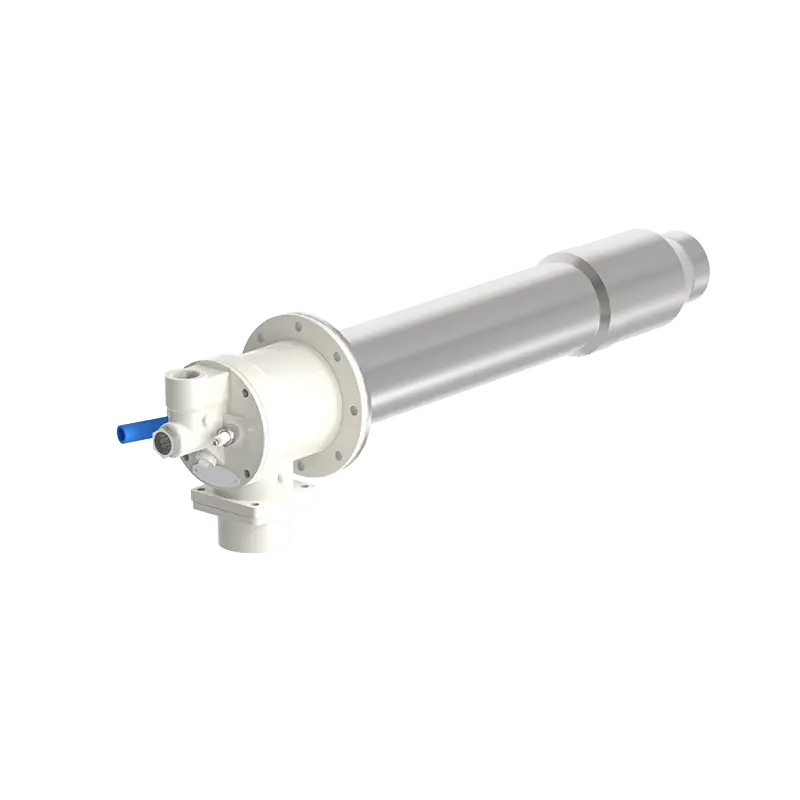
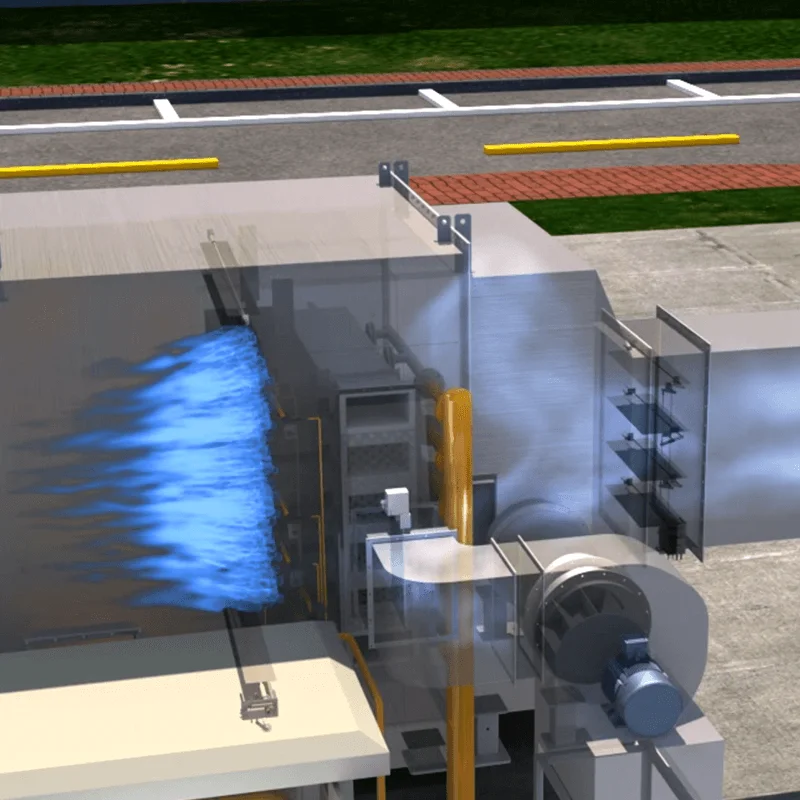
催化燃烧的原理是在催化剂的作用下,使 VOCs 在远低于直接燃烧温度(通常 250-400℃)下发生无焰氧化,分解为二氧化碳和水。这个过程需要将废气加热到催化剂的起燃温度并维持反应热量。催化燃烧加热燃烧器正是承担这一加热任务的 “心脏”。它需要具备快速、精准的升温能力,同时要适应废气成分、浓度和流量可能出现的波动。与普通工业加热不同,它直接关系到后续催化反应的效率与彻底性,因此对燃烧的稳定性、温度控制的精确性以及安全性提出了更高要求。

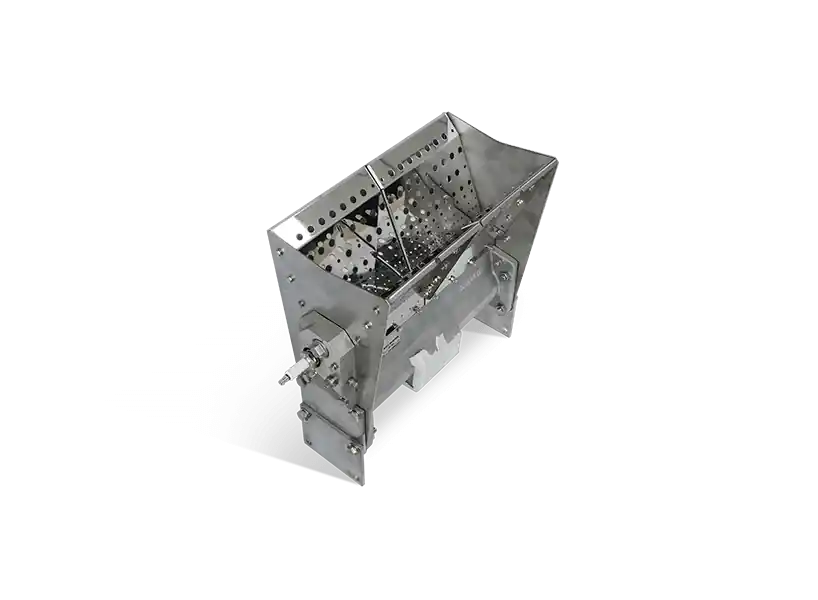
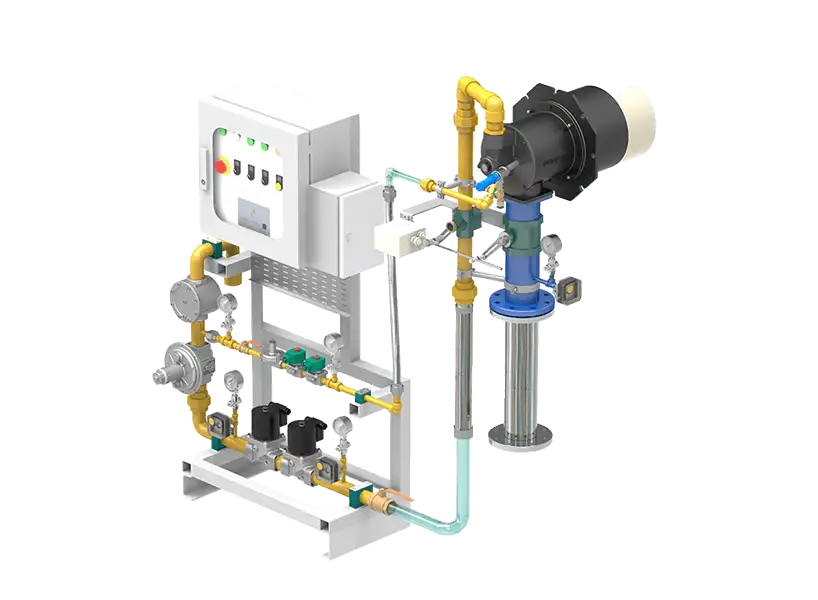
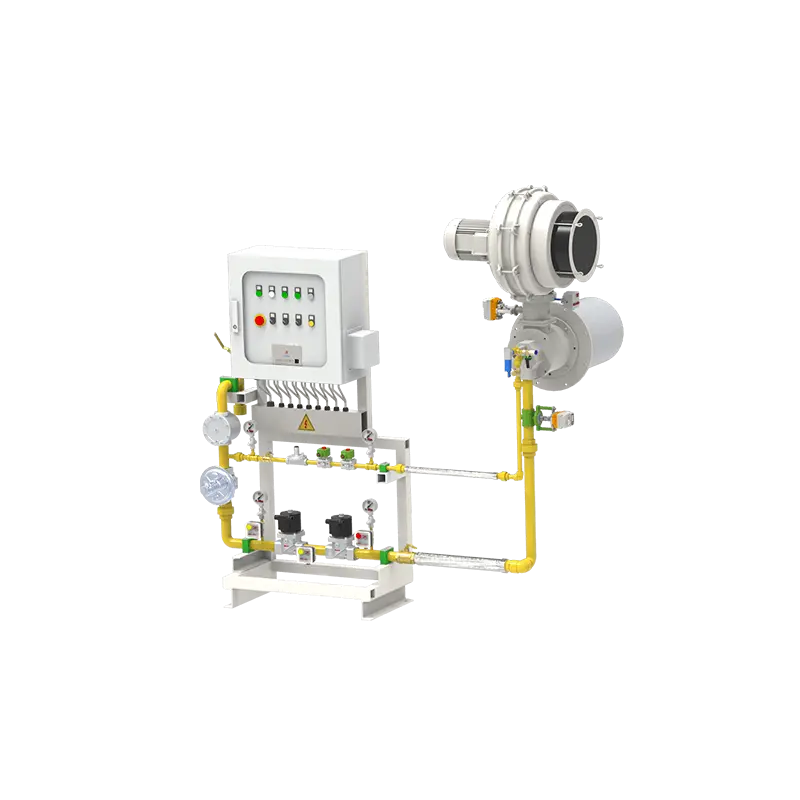
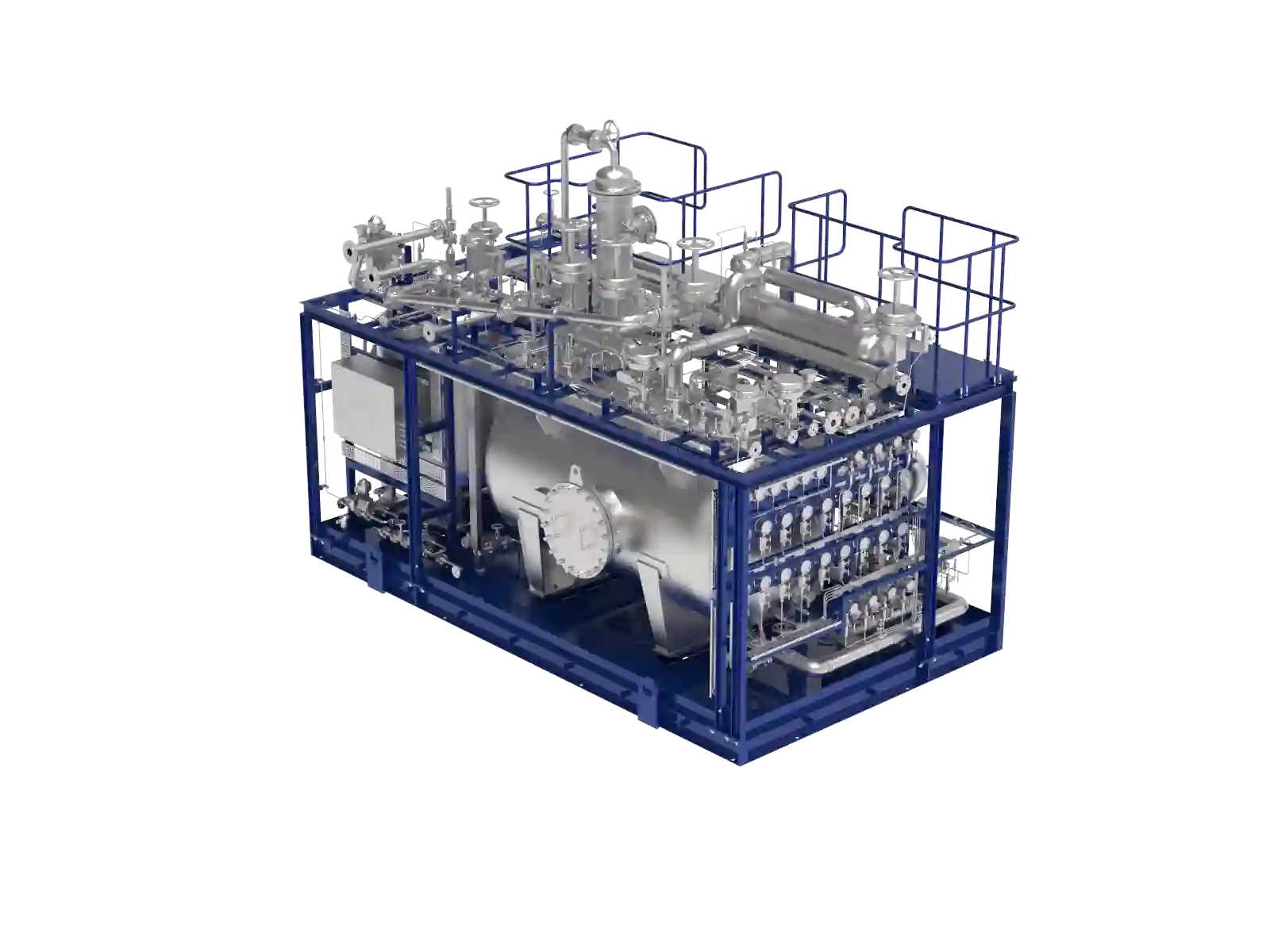
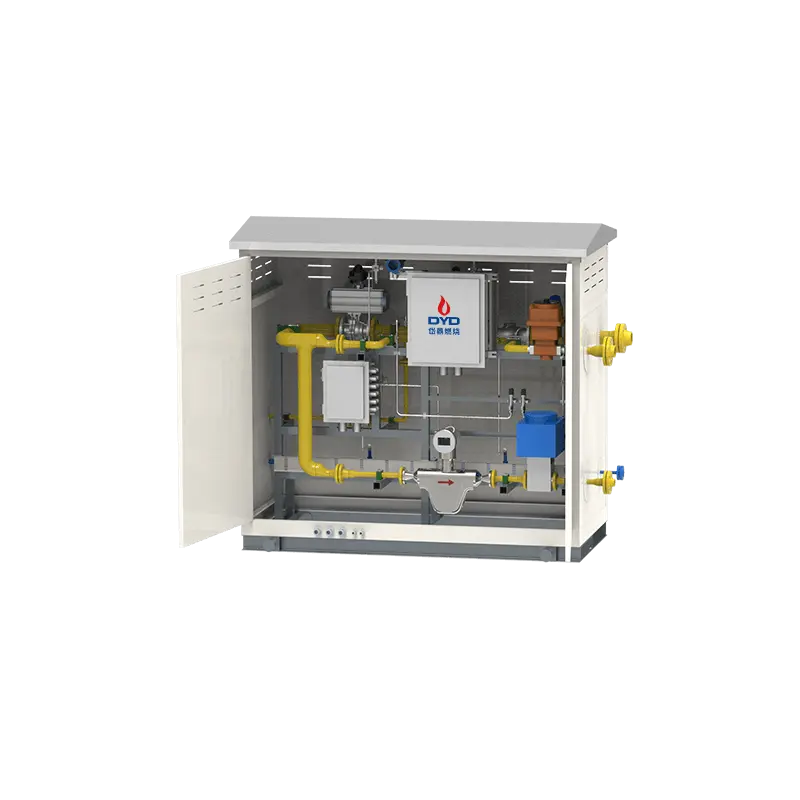
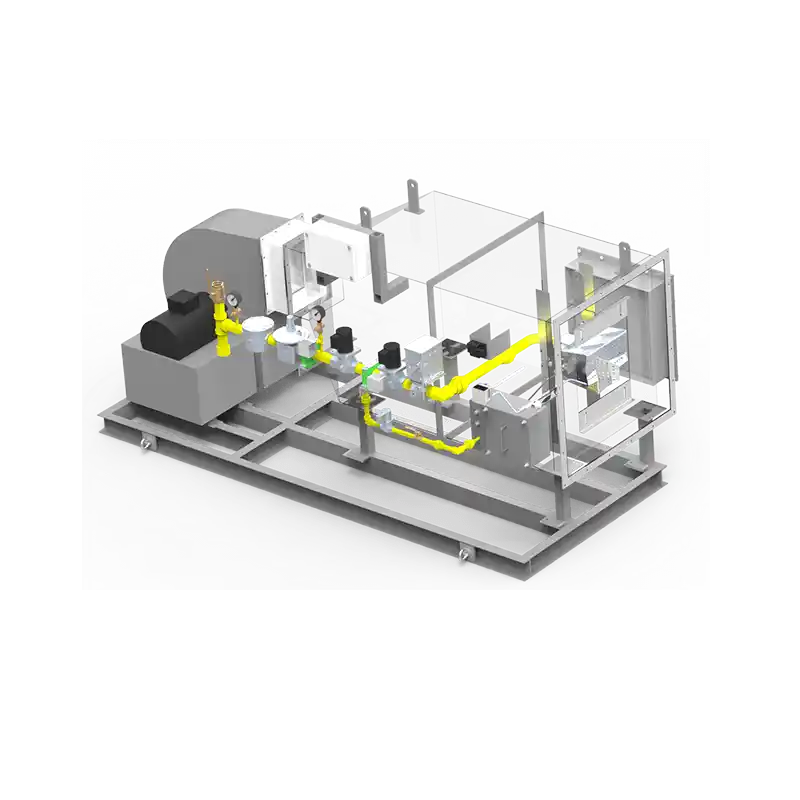
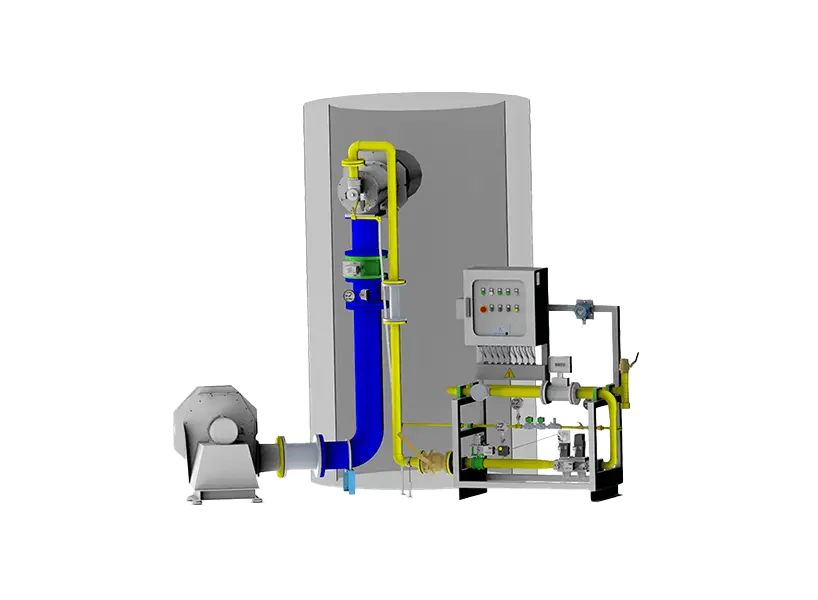
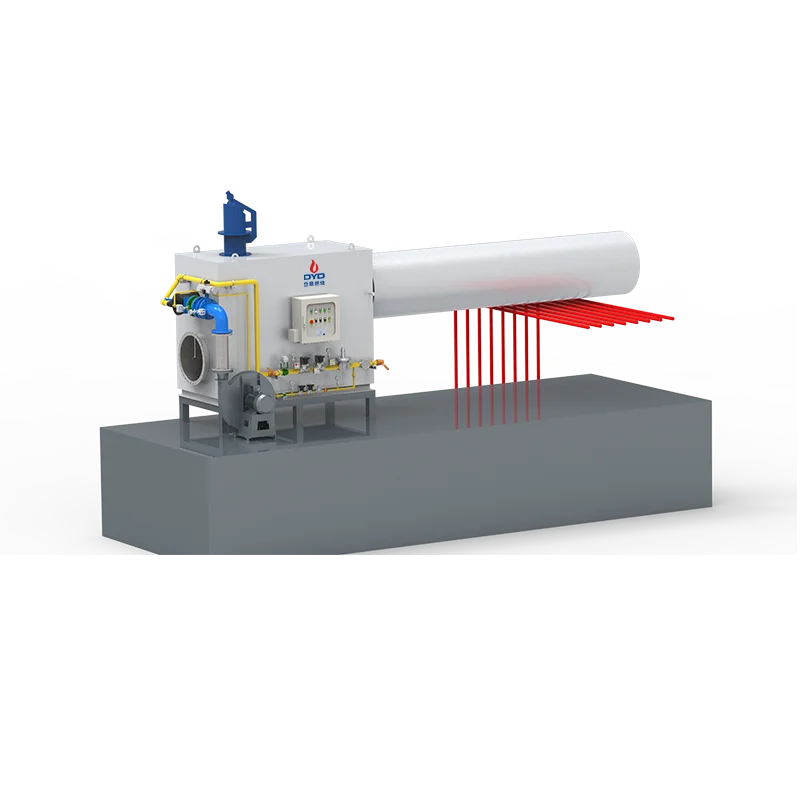
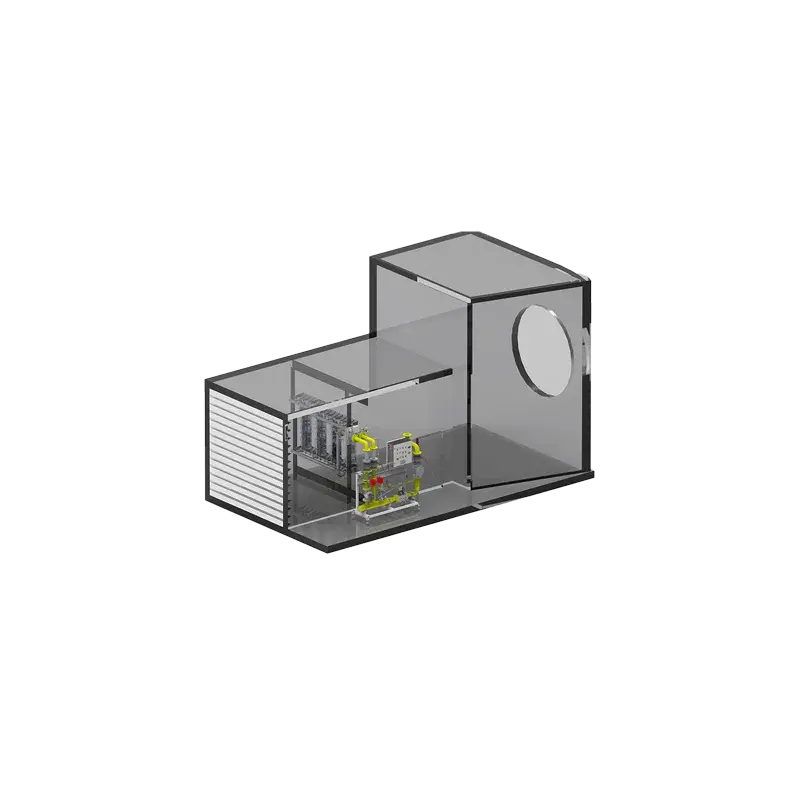
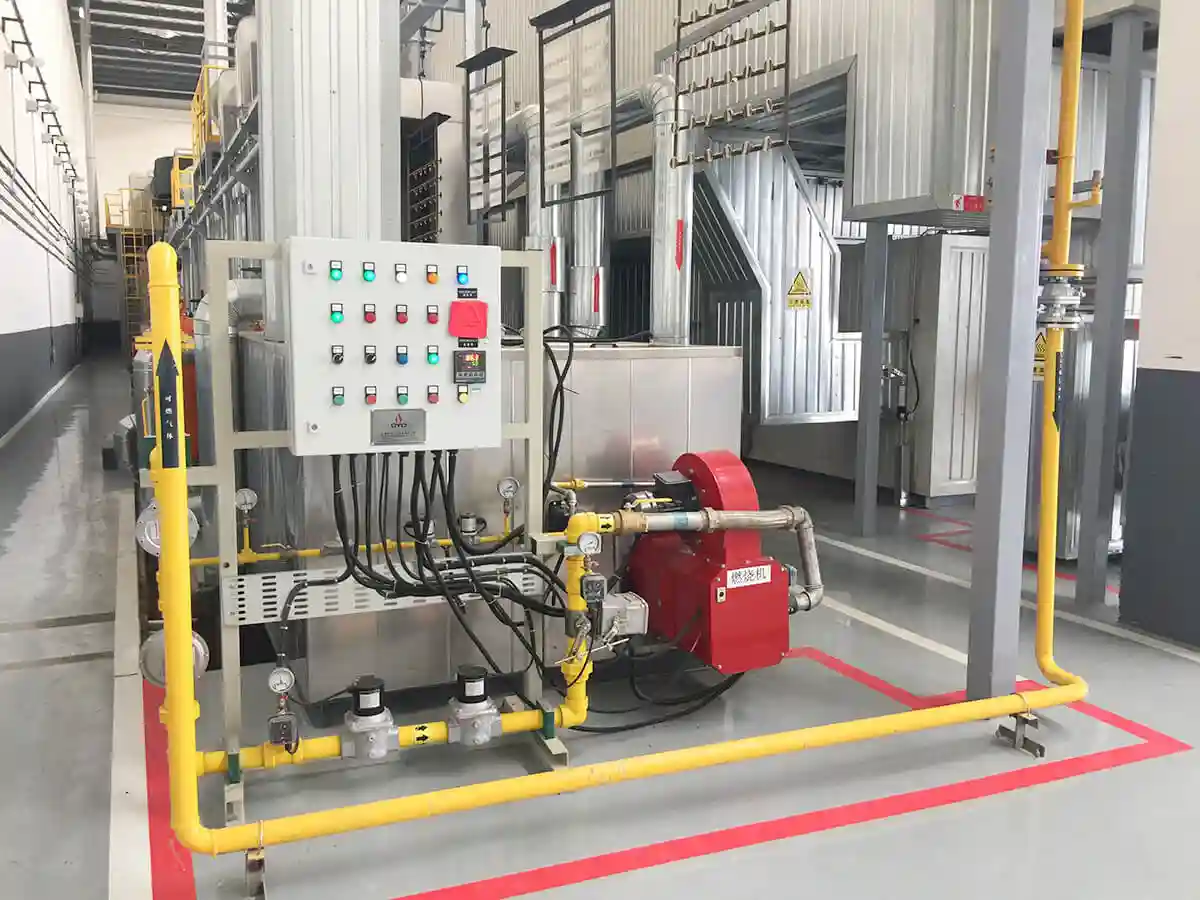
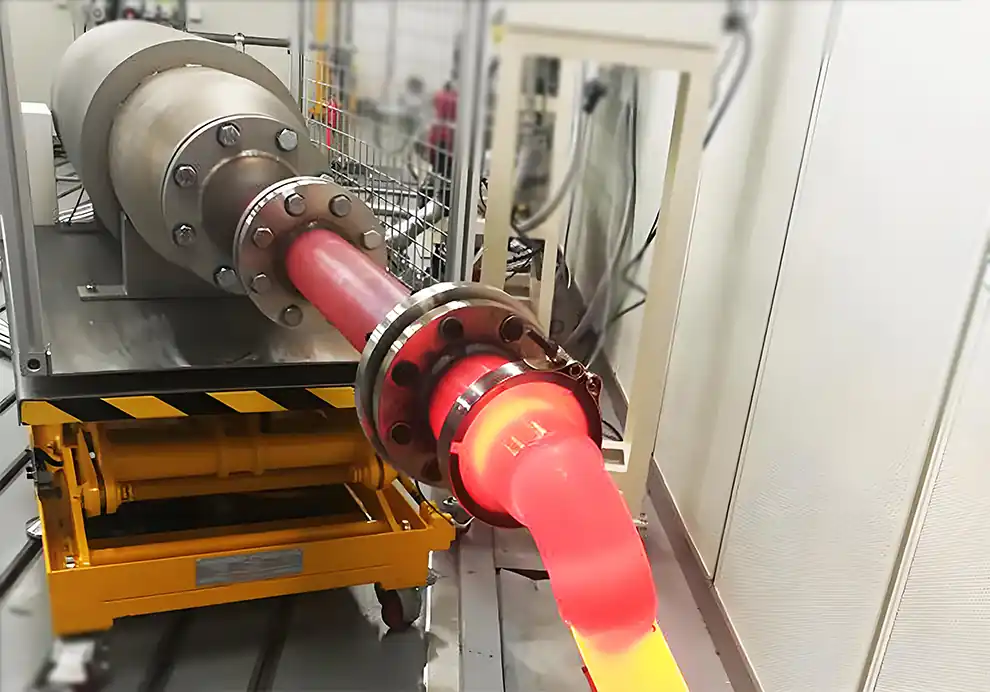
(催化燃烧集成式燃烧加热系统)
面对市场上众多的供应商,如何甄别优质的催化燃烧加热燃烧器厂家?首先应关注其技术底蕴与工程经验。一个有深厚技术积累的厂家,能够根据客户具体的废气成分、风量、浓度以及工艺工况,进行非标定制化设计,而非简单套用标准产品。例如,在炉压波动幅度大的工况下,燃烧器的稳定性和抗干扰能力就显得尤为关键。厂家是否具备完善的热力仿真和测试能力,是评估其技术实力的重要指标。
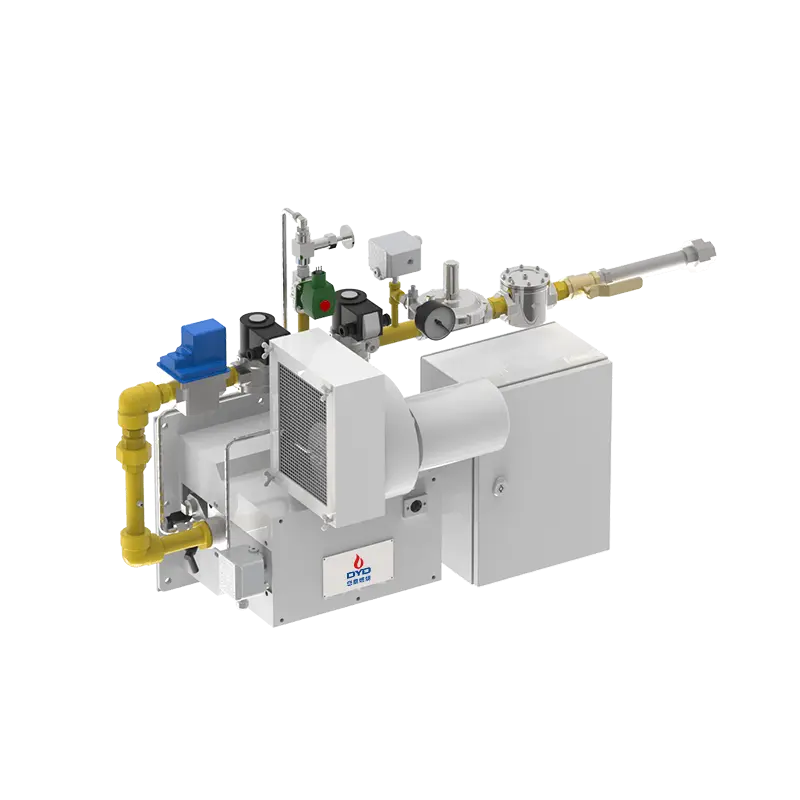
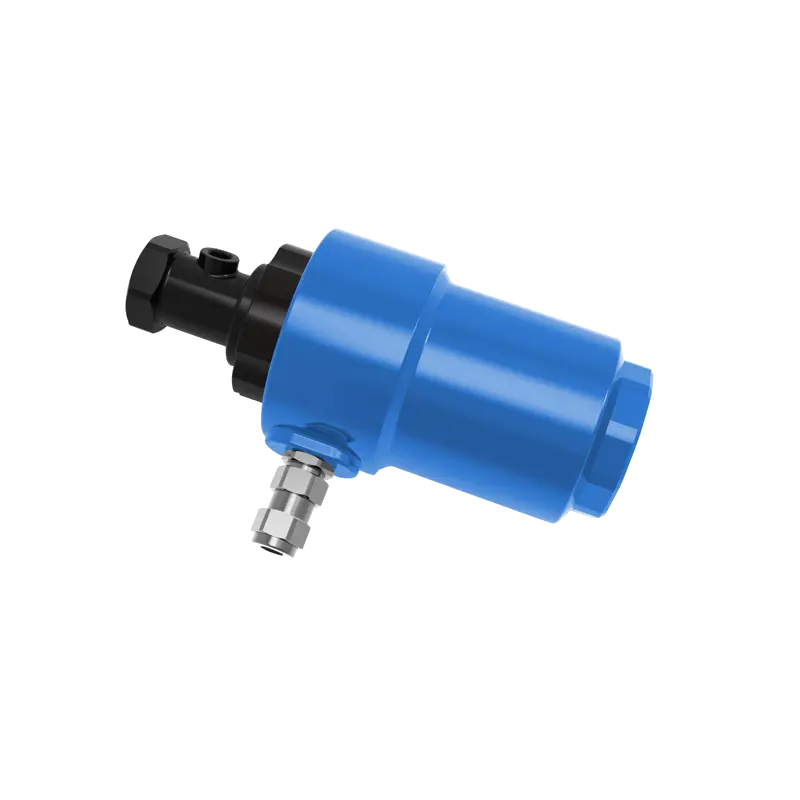
一套高性能的催化燃烧加热系统,是其各个部件协同工作的结果。以燃烧器核心的烧嘴为例,采用像速焰 TecFG 系列这样的高效烧嘴,能够实现快速、稳定的火焰形成,确保热量均匀释放。在控制方面,应用如 Rapidflame 固化程序控制等先进安全逻辑,可以极大提升点火、运行及监测过程的安全性,从源头杜绝风险。同时,具备 10:1 甚至更高调节比的机械比调性能,使得燃烧器能够灵敏响应系统负荷变化,在保证处理效果的前提下实现最大化节能,将运行成本控制在低位。
对于 VOCs 治理项目而言,安全永远是第一生命线。一个负责任的催化燃烧加热燃烧器厂家,其设计理念必然将安全置于首位。这不仅仅体现在单个燃烧器的安全组件上,更贯穿于整个燃烧控制系统的设计逻辑、连锁保护以及符合国际国内严格标准的资质认证体系之中。正如行业领先者所秉持的理念,严格参照如《GB/T19839-2005》、《EN298》、《NFPA-86》等一系列国内外权威标准进行设计和生产,并确保系统配件具备 CE、SIL、ATEX 等相关认证,是交付给客户 “安心” 的基石。历经多年、数千套系统的稳定运行无事故,是对其产品可靠性的最好证明。

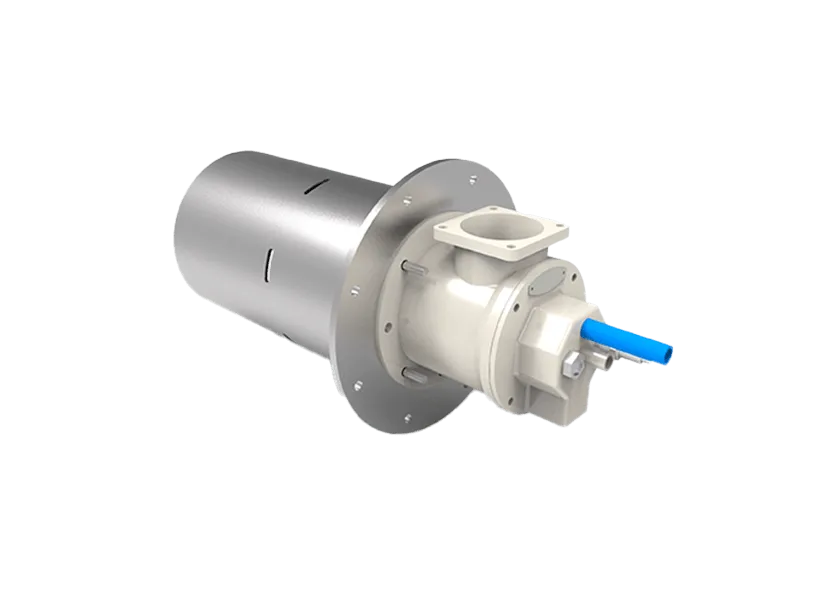
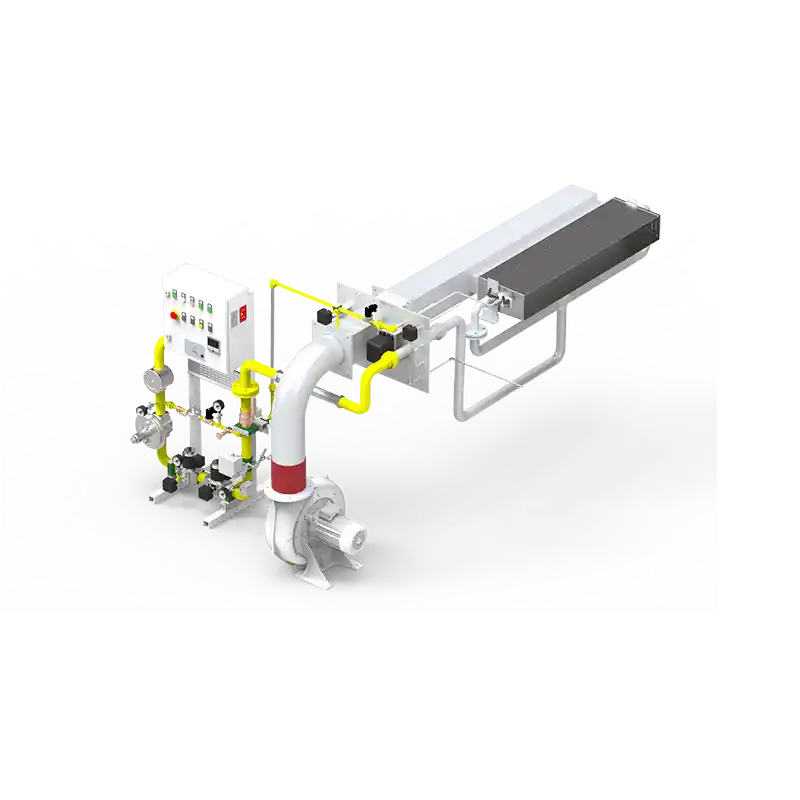
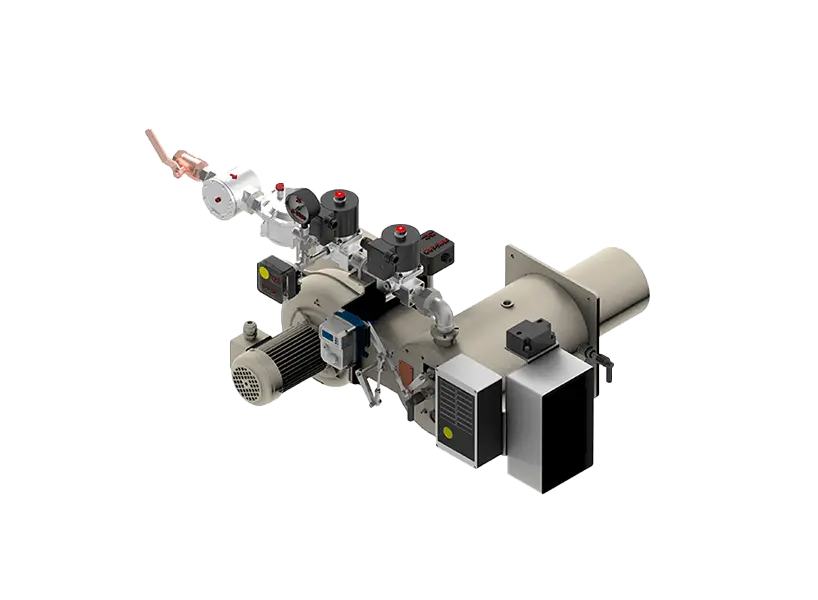
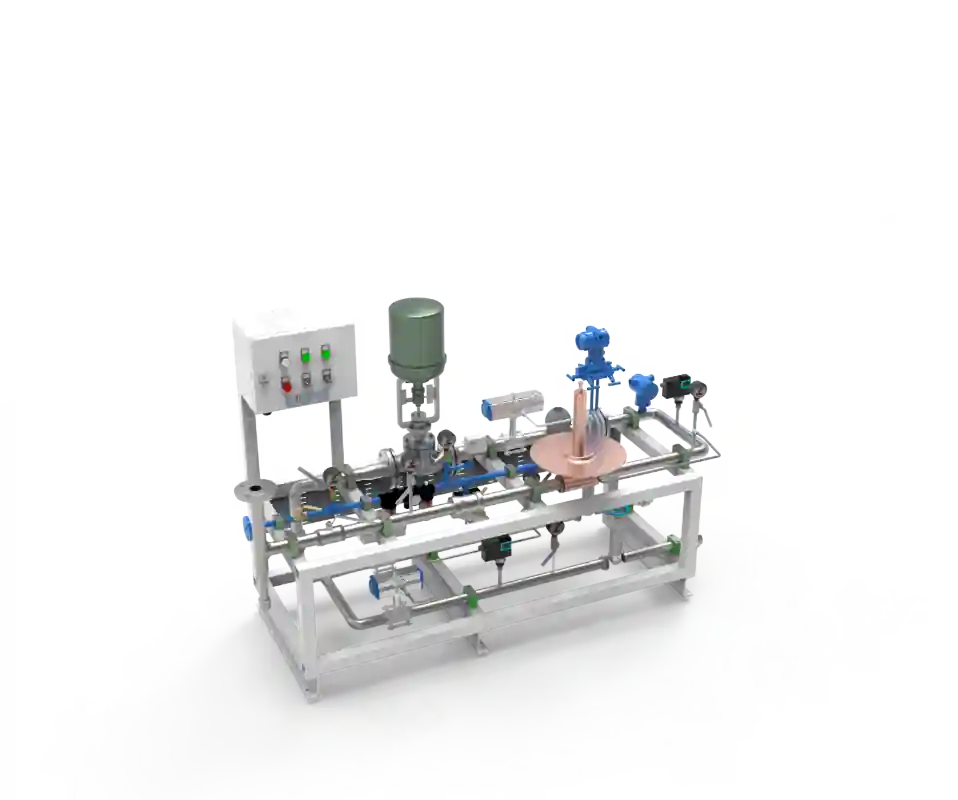
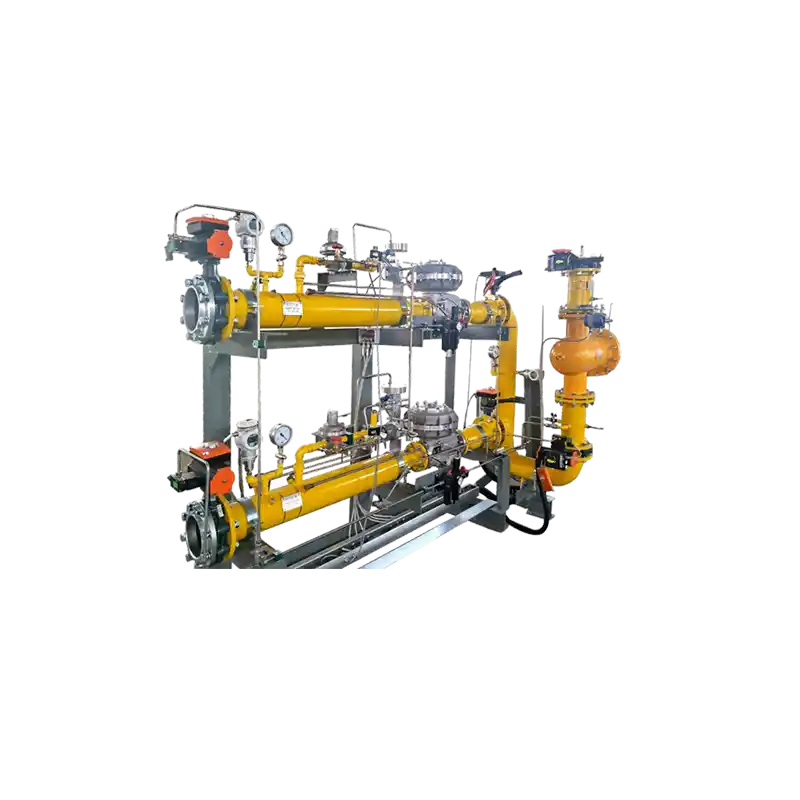
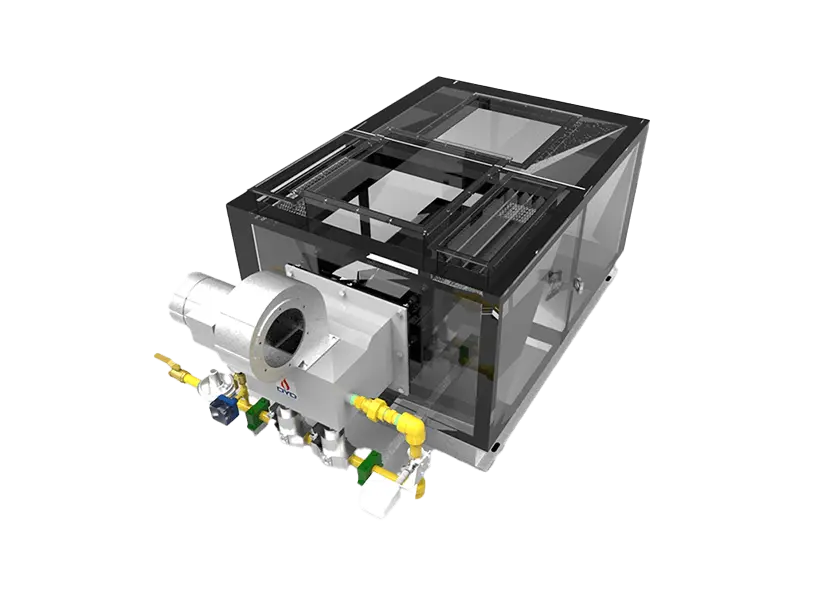
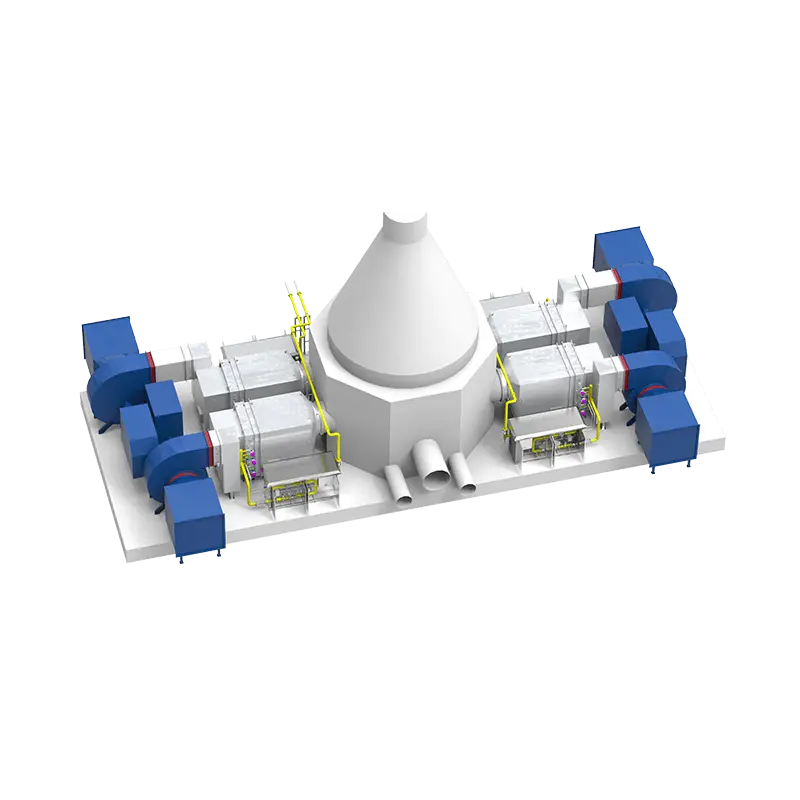
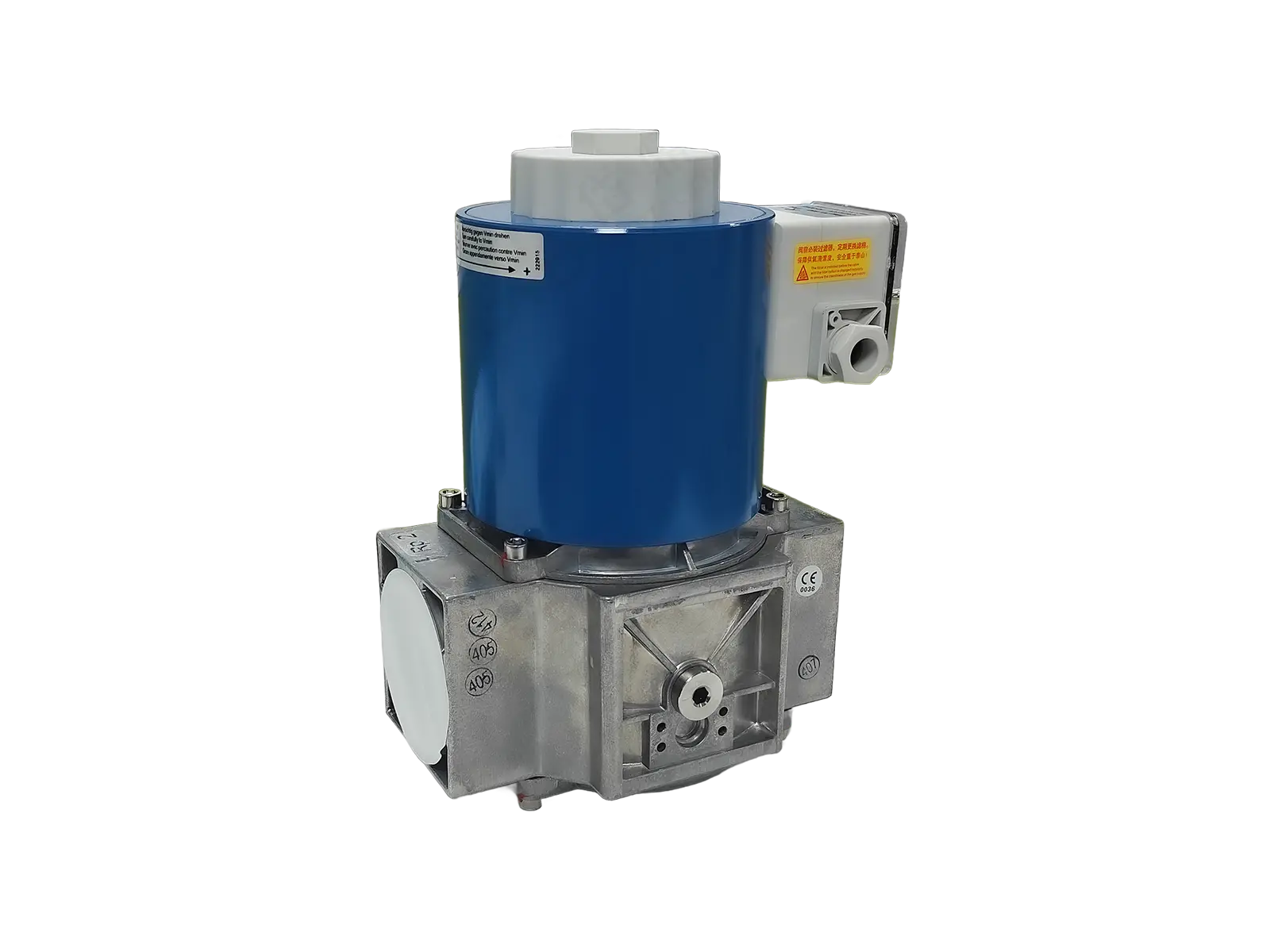
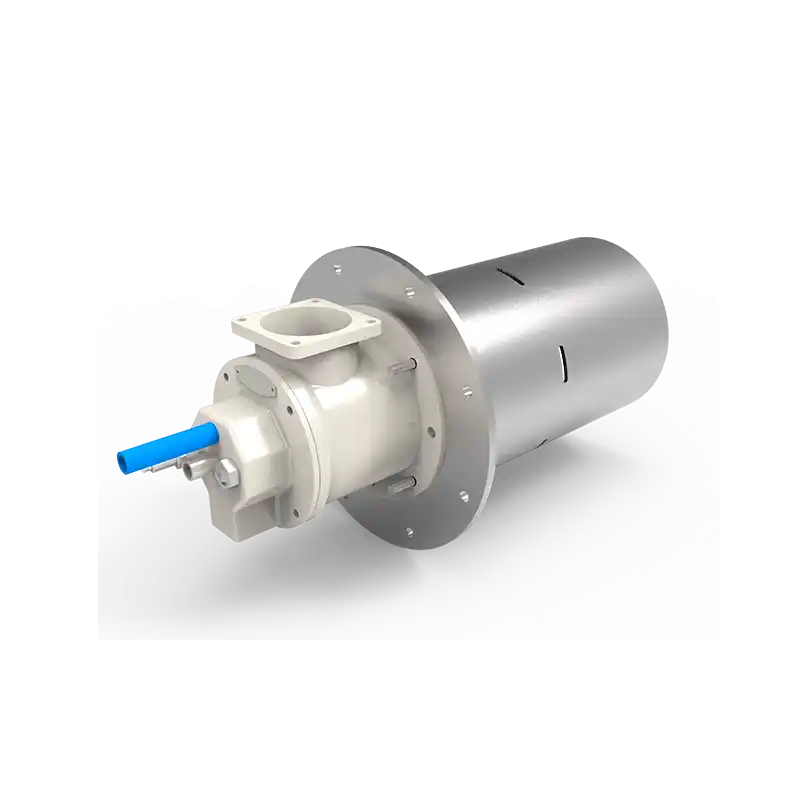
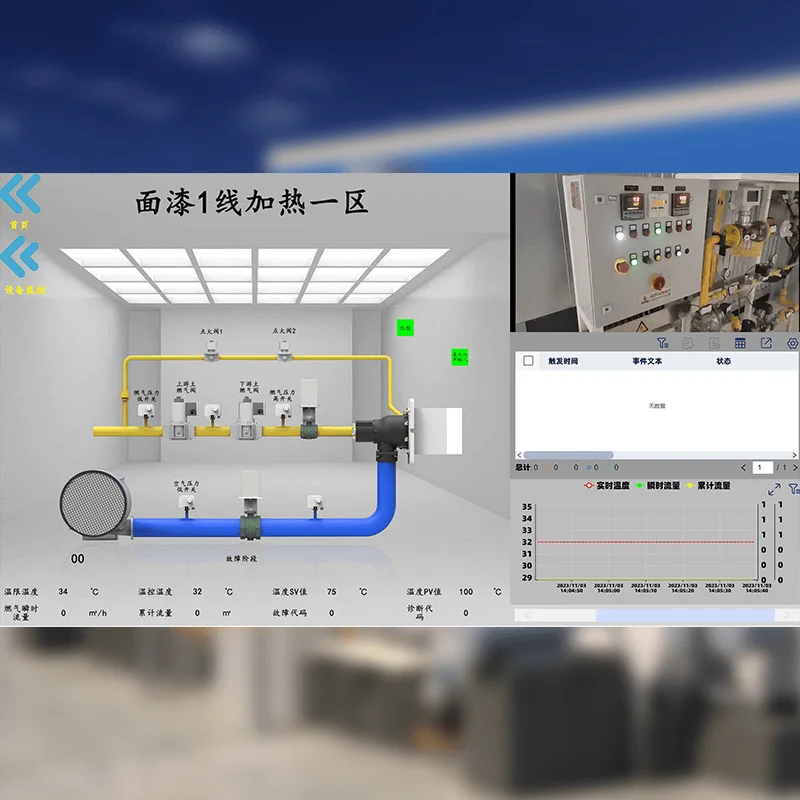
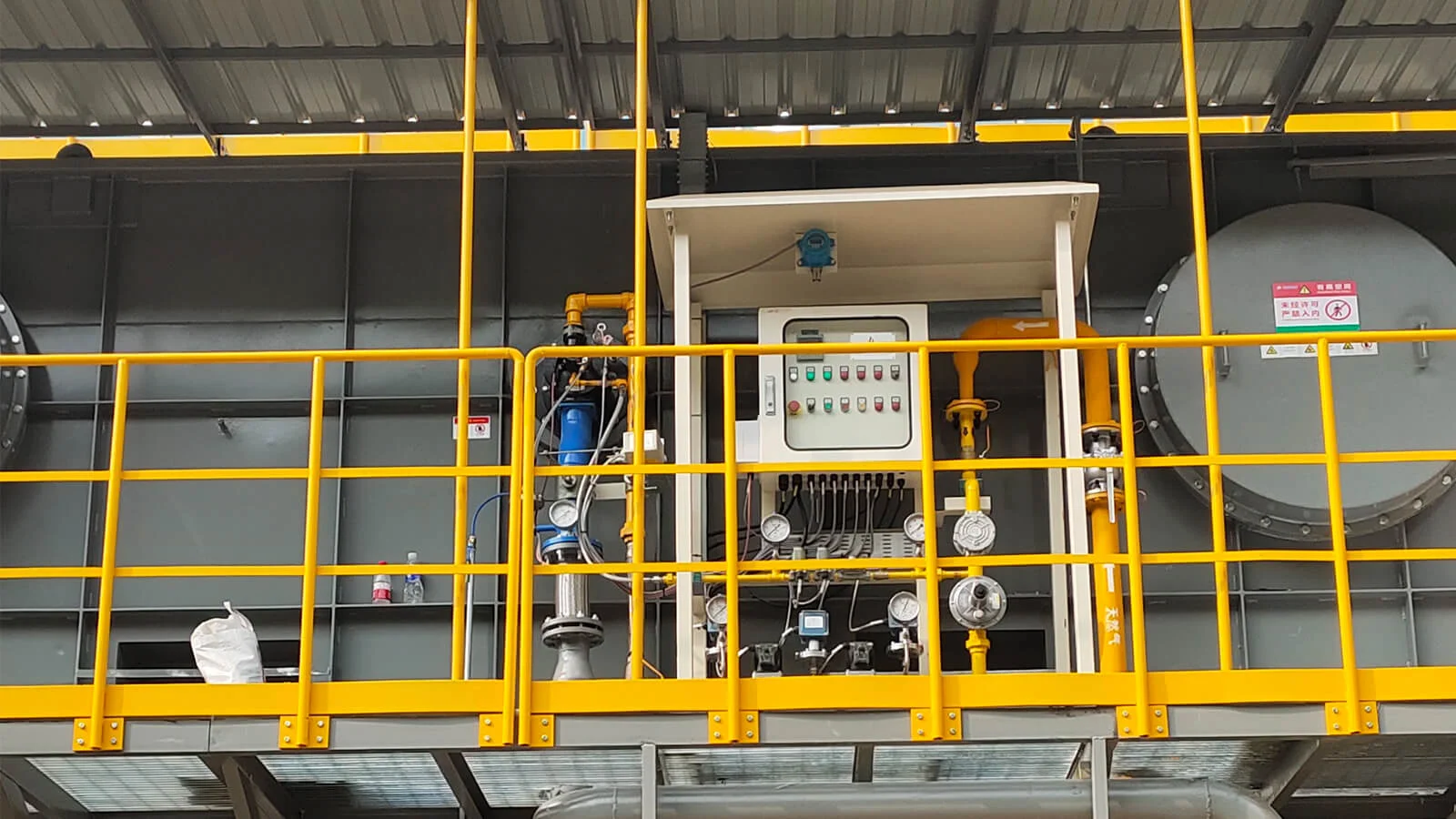
(催化燃烧加热燃烧器厂家)
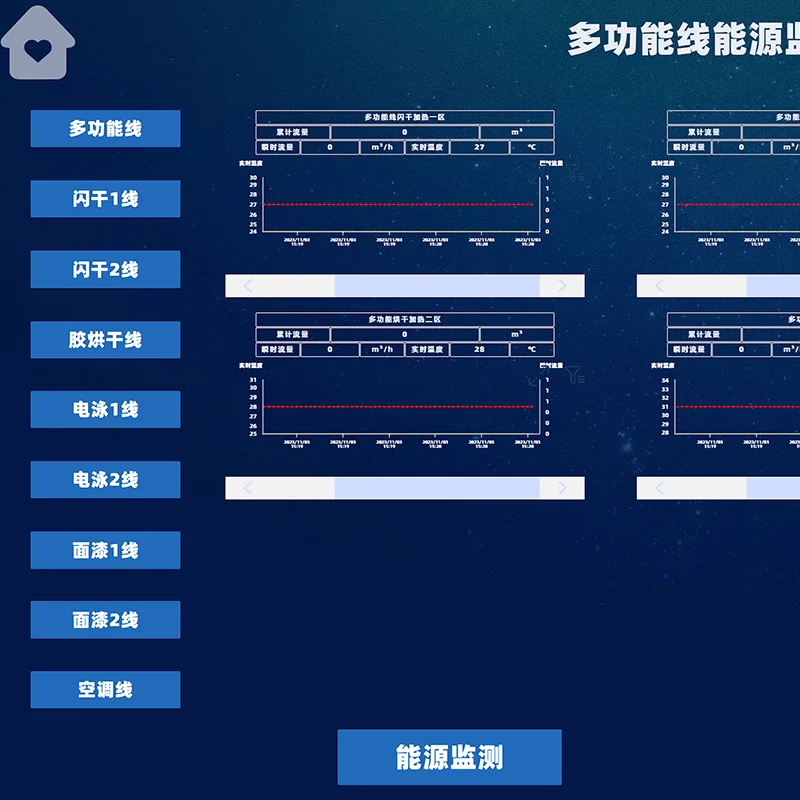
现代环保设备不仅要解决 VOCs 污染问题,其自身运行产生的污染物(如 CO、NOx)也需被严格控制。优秀的催化燃烧加热技术能够实现低 CO、低 NOx 排放,例如确保 NOx 排放不大于 120mg/m³,甚至更低,满足最严苛的环保要求。同时,系统需要适应催化燃烧装置特定的温度区间(如 350~500℃),并在此范围内保持极高的温度控制精度和热效率,确保催化剂始终工作在最佳活性窗口,从而保障 VOCs 的终极净化效率。
六、关于岱鼎燃烧
岱鼎燃烧自 2008 年成立以来,专注燃烧技术 17 年,已成为行业领先的燃烧器制造企业。公司拥有 11000㎡研发生产基地和 150 余名技术人员,具备完善的研发、生产与服务体系。作为高新技术企业,岱鼎拥有 30 多项核心专利,建有 CFD 热力仿真实验室,严格执行 ISO9001 质量管理体系,确保产品可靠性。