在工业生产过程中,废气废液的产生不可避免,如何安全、高效、环保地处理这些废弃物,成为企业可持续发展必须面对的课题。废气废液焚烧燃烧器作为焚烧系统的核心设备,其性能直接决定了处理效果、运行成本与环境合规性。它并非简单的点火装置,而是一套集成了流体力学、热工控制与环保技术的复杂系统,能够将各类有机废气、高浓度废液在高温下彻底分解,转化为无害的二氧化碳和水,并回收热能,实现废物的资源化利用。
传统的直接排放或简单处理方式已无法满足日益严格的环保法规。废气废液成分复杂,可能具有热值波动大、含有腐蚀性介质、不易点燃和稳定燃烧等特点。这要求焚烧燃烧器必须具备极强的适应性。一个专业的废气废液焚烧燃烧器厂家提供的解决方案,应能应对这些挑战,确保在不同工况下都能实现 99.9% 以上的销毁去除率(DRE),同时有效控制氮氧化物等二次污染物的生成。

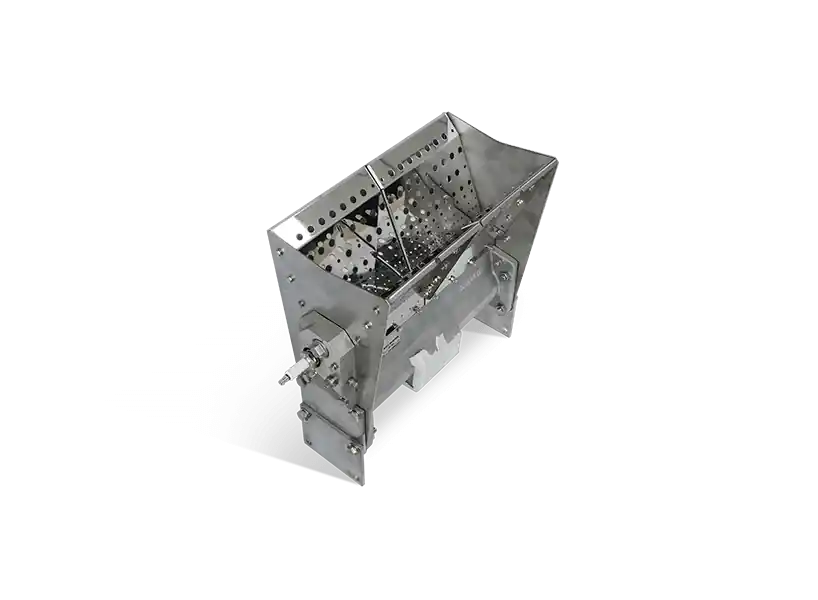
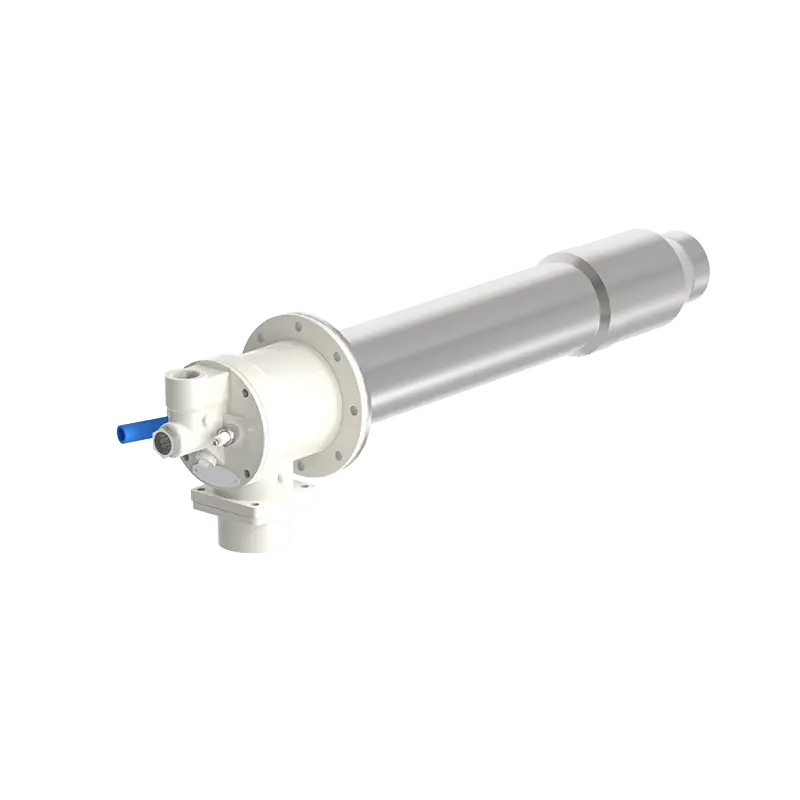
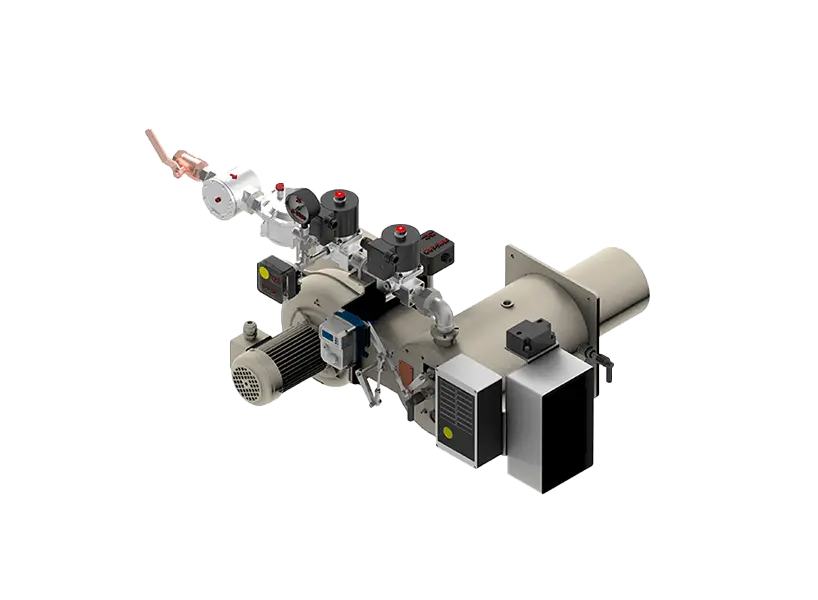
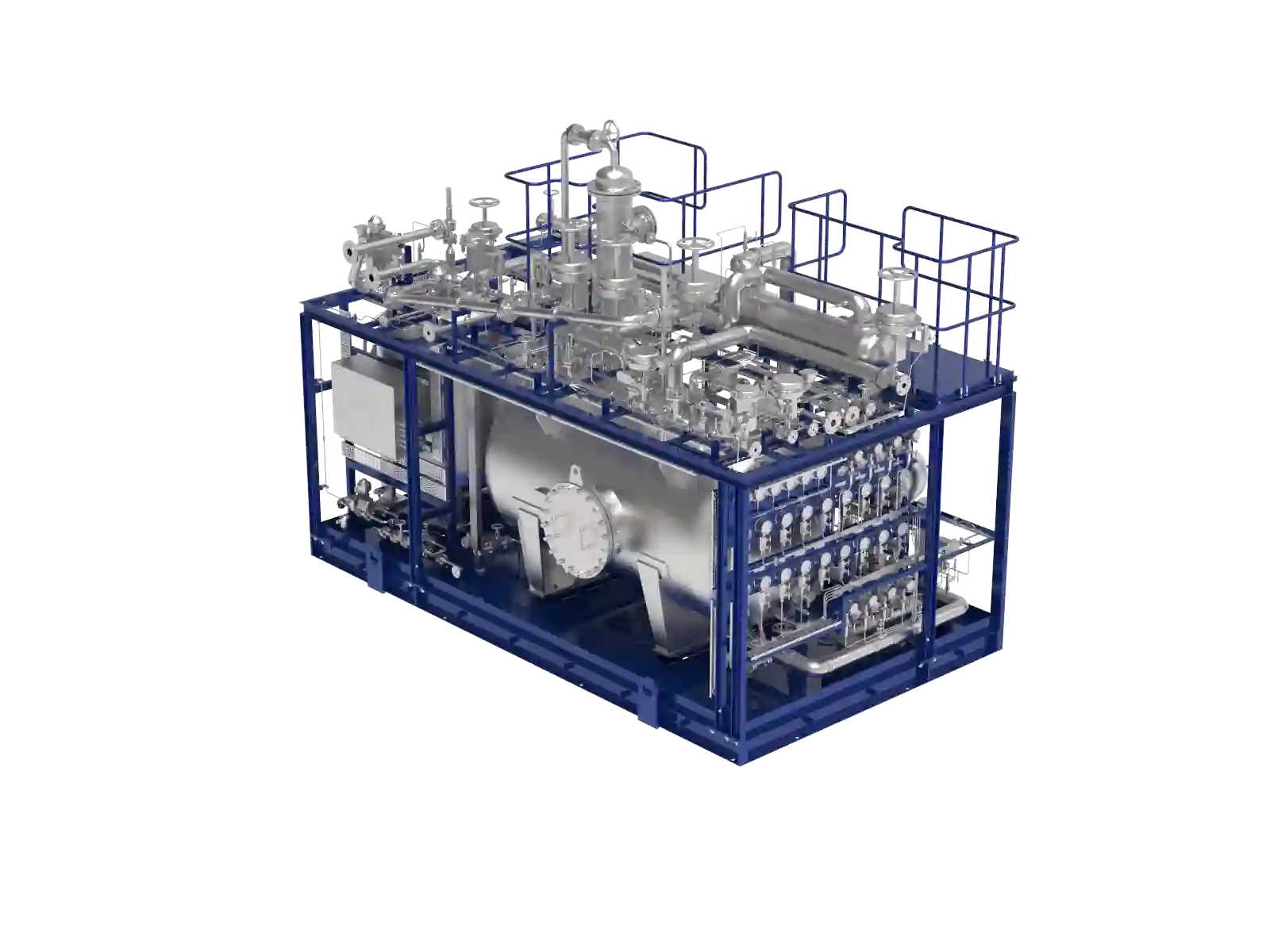
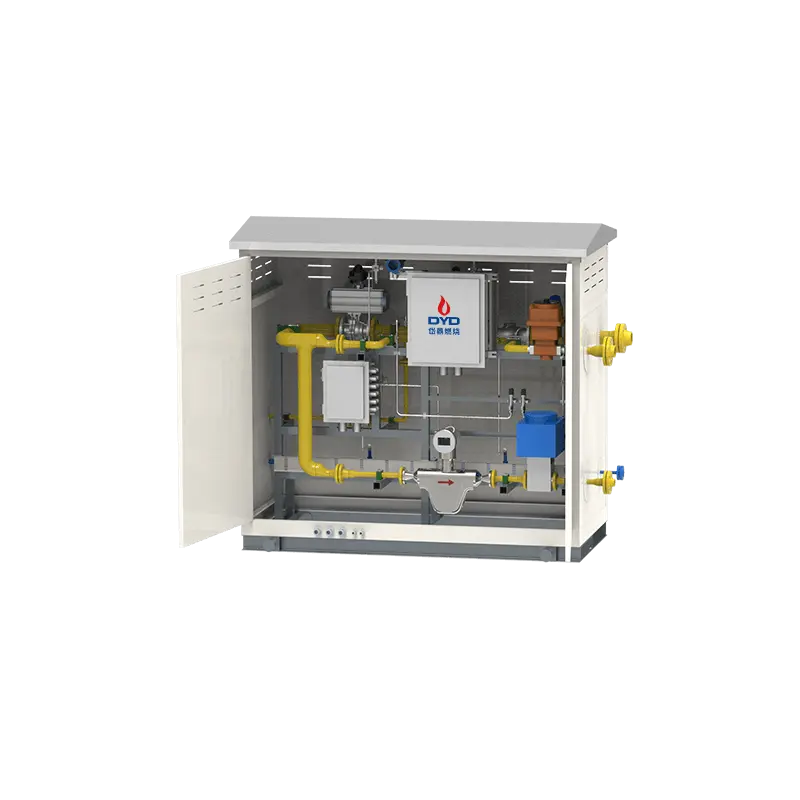
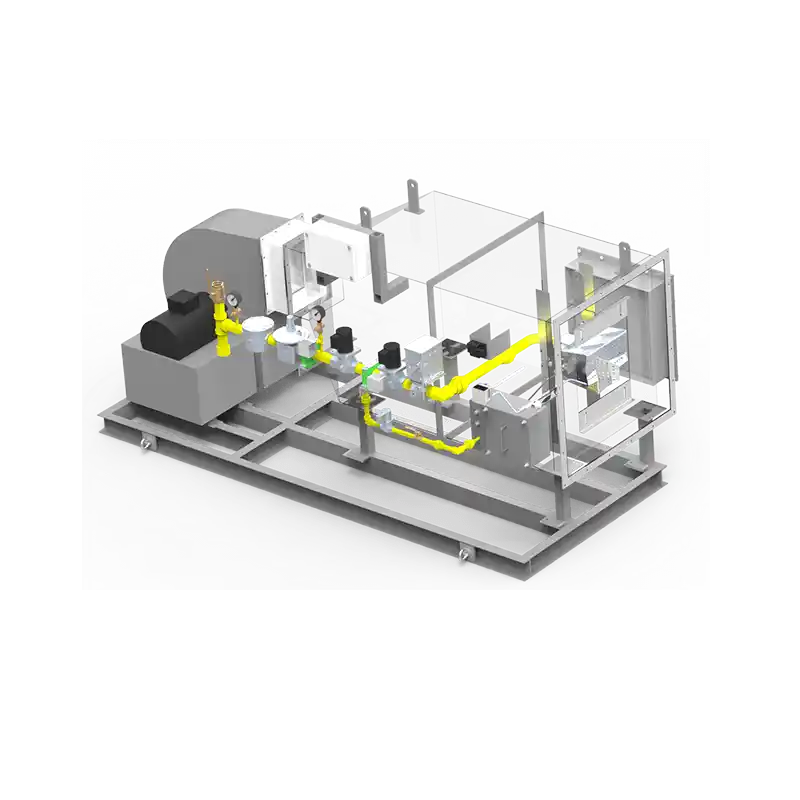
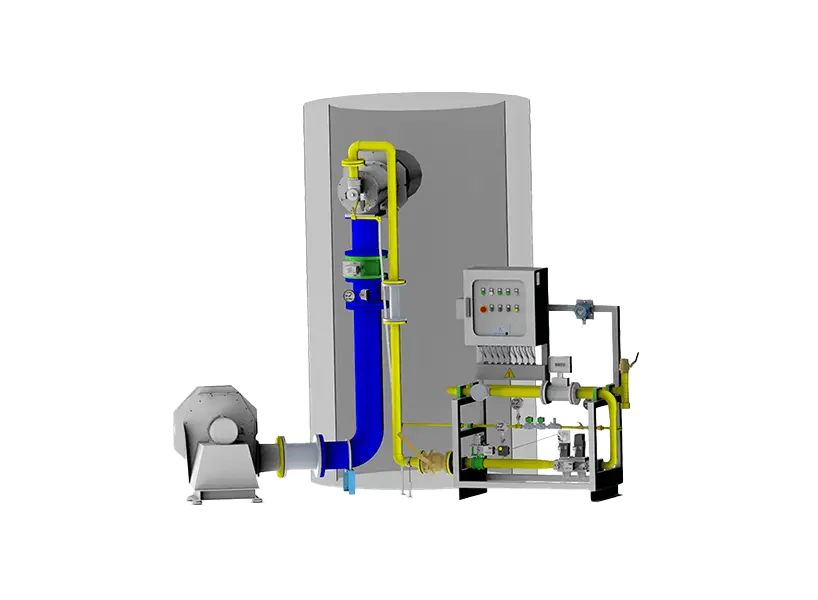
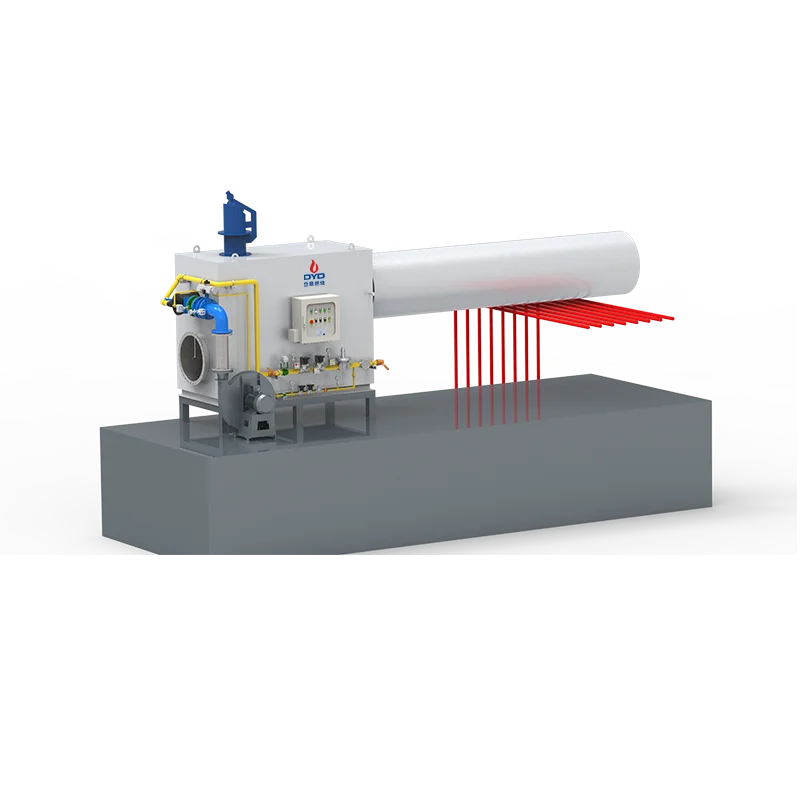
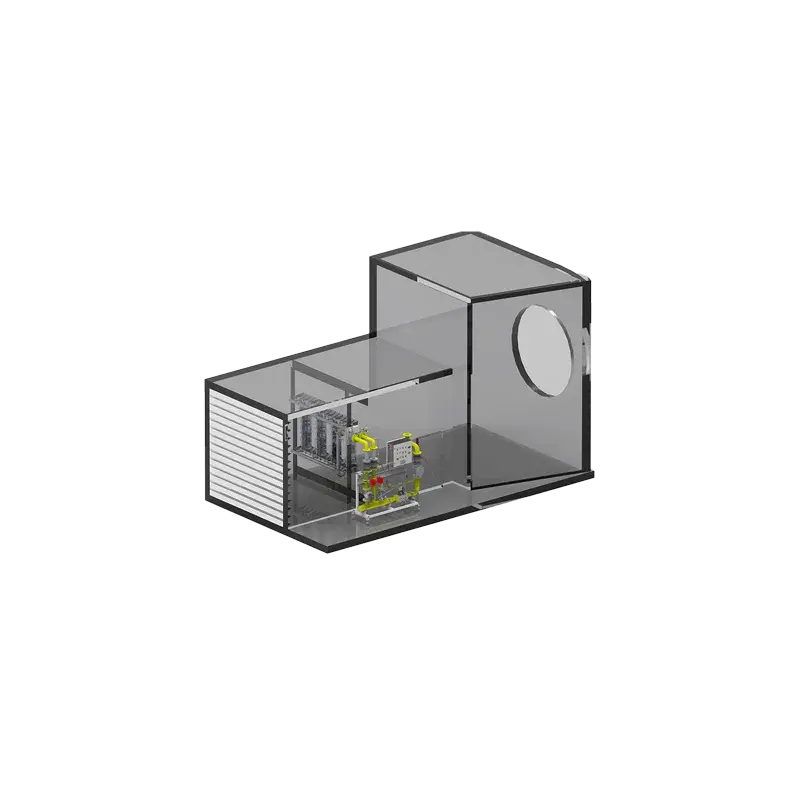
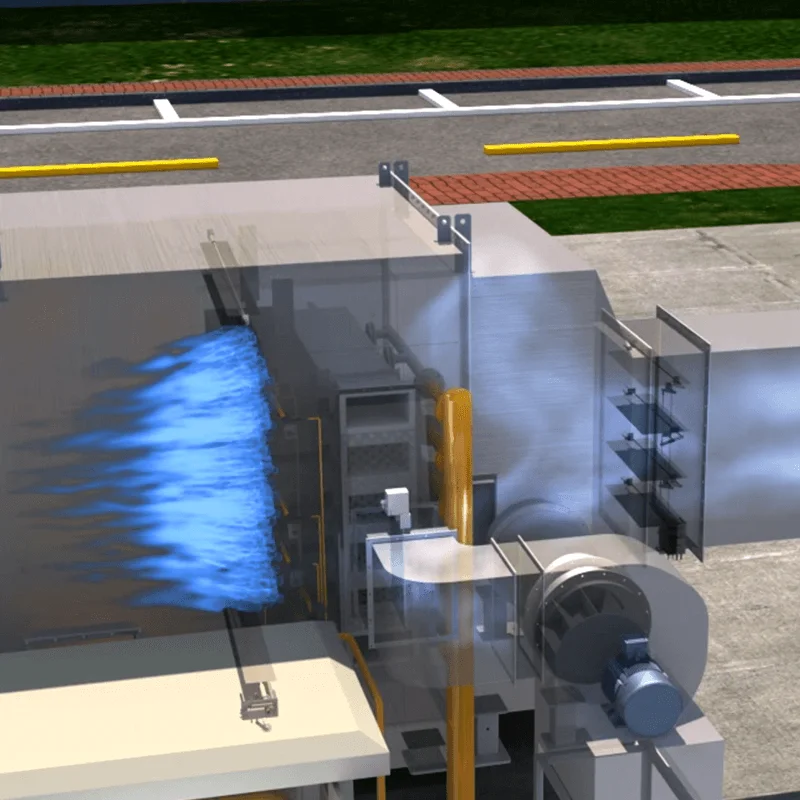
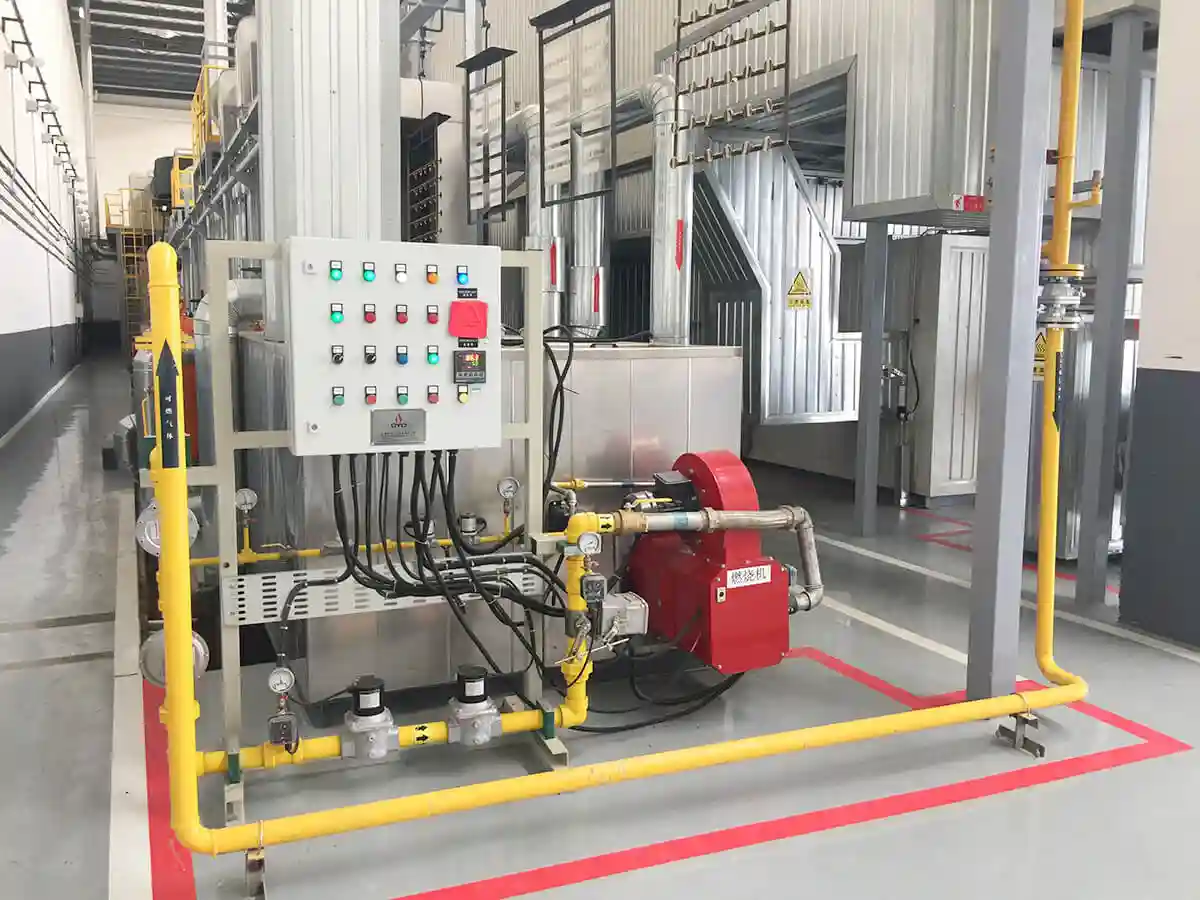
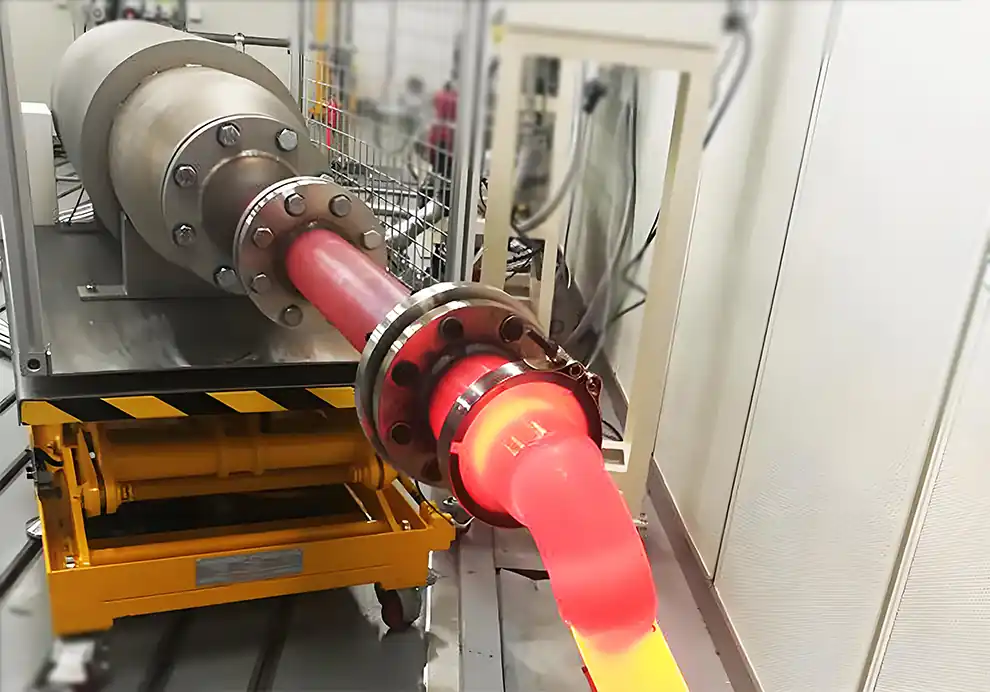
(废气废液混合焚烧燃烧器)
以行业内的创新产品为例,Recflame 系列废气废液组合式燃烧器是上海岱鼎工业设备有限公司专门为废气、废液综合处置行业研发的综合性燃烧设备。它凭借其强化掺混、强化燃烧的 “双强化” 设计理念,解决了传统燃烧器在应对复杂燃料时的痛点。这种设计使其具有燃料适用范围广、易点火、燃烧稳定、燃烧效率高等突出优点。其技术内涵在于通过精密的流体设计与控制逻辑,确保废气废液与助燃空气在极短时间内达到分子级别的充分混合,为完全燃烧创造最佳条件。
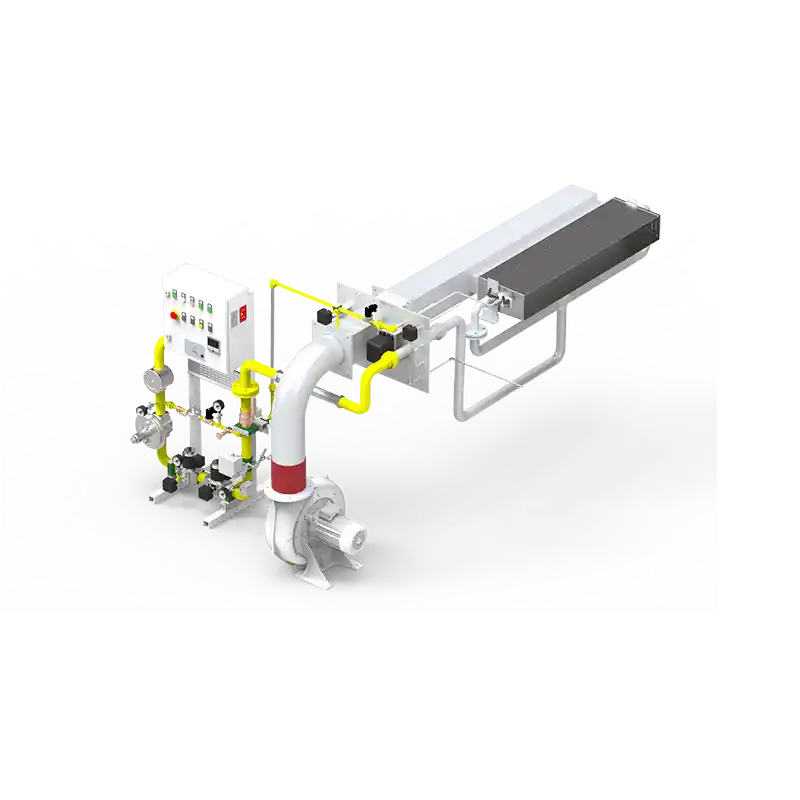
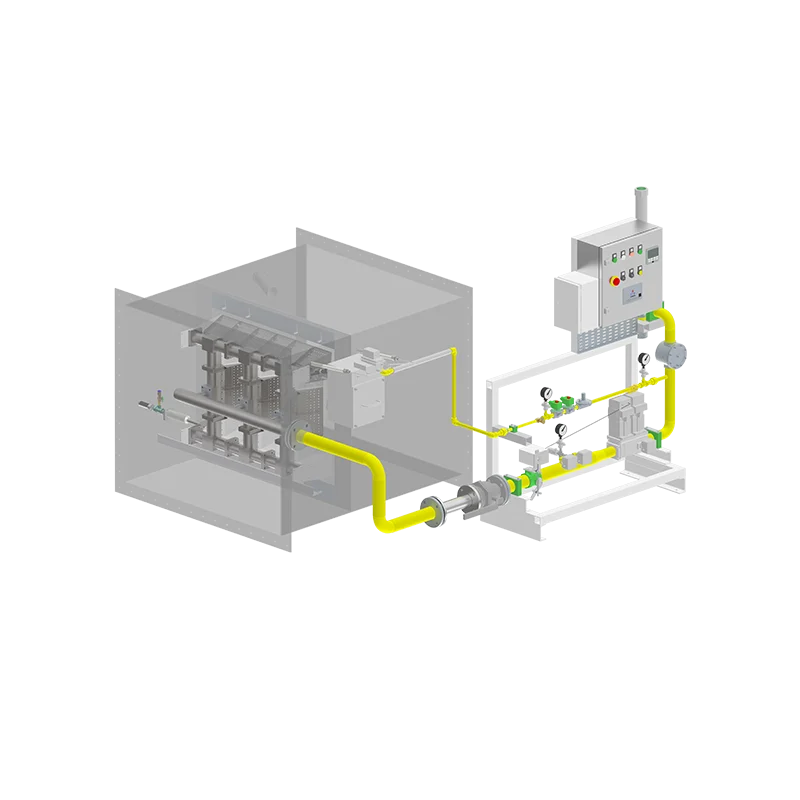
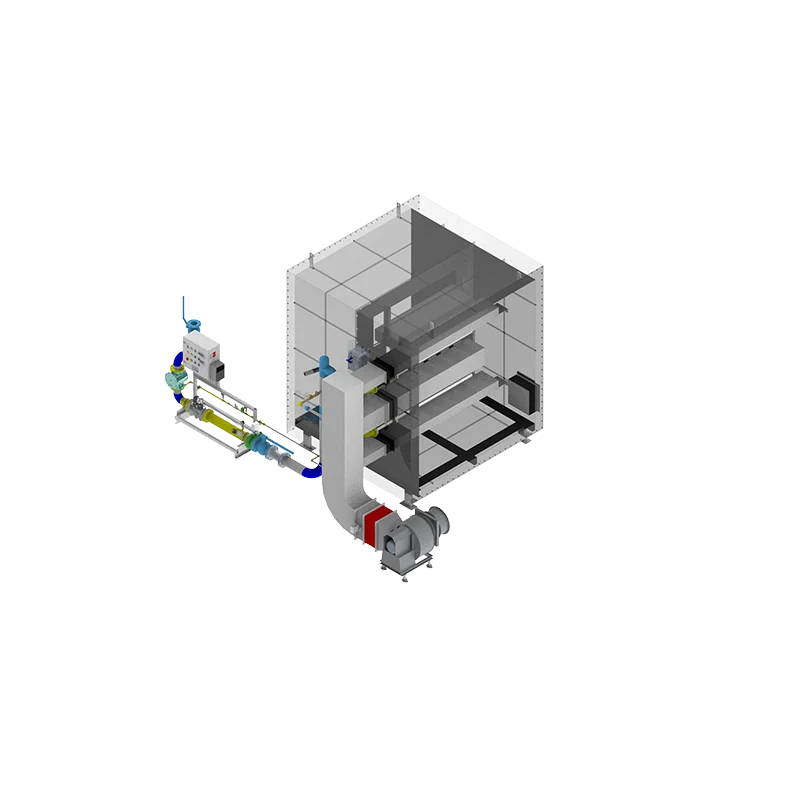
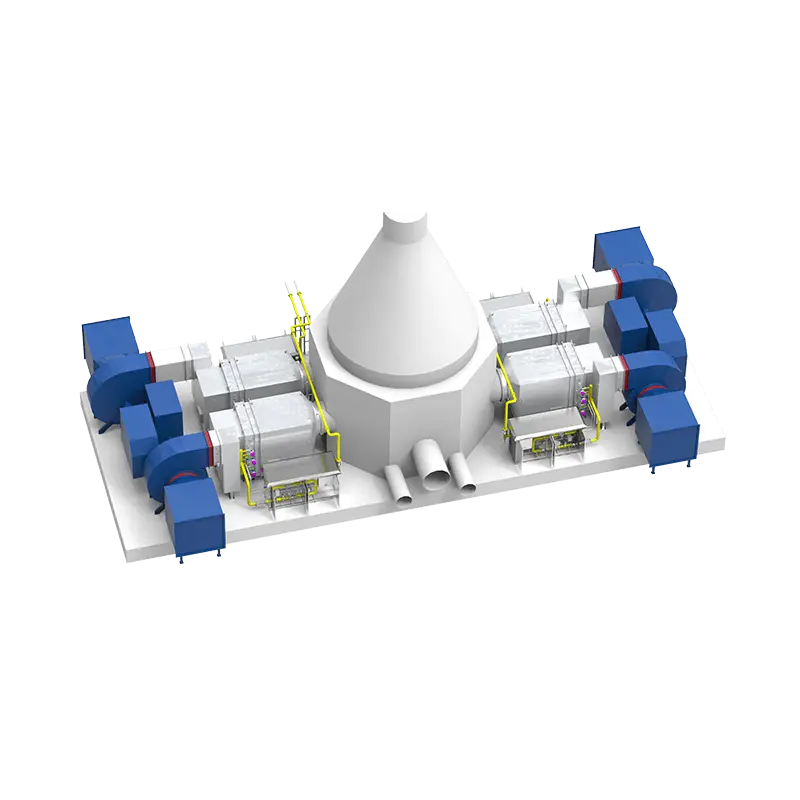
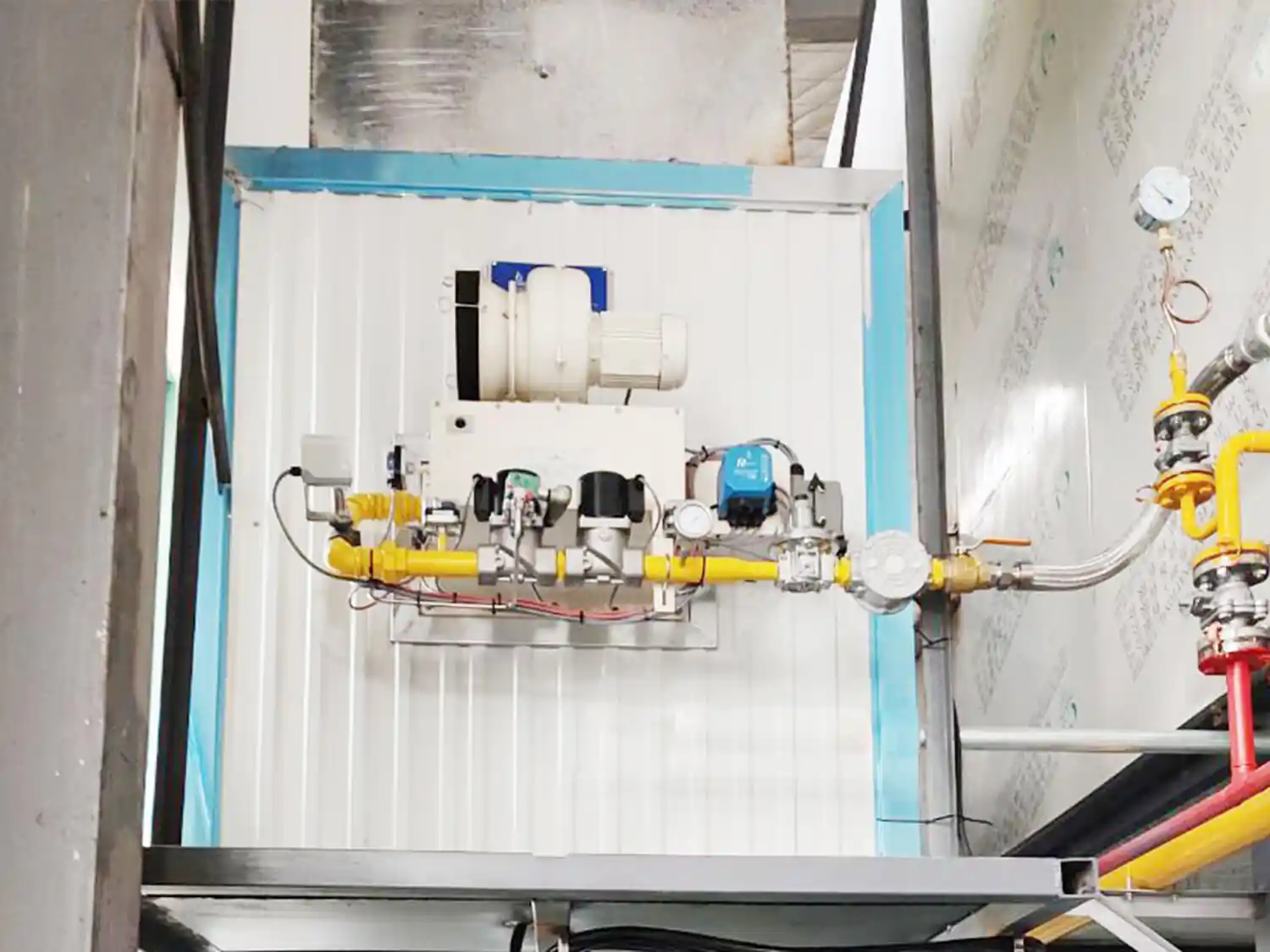
没有一种通用的方案能解决所有工厂的问题。因此,能否 “根据每个用户的不同需求量身定制最适合的成套燃烧解决方案” 是衡量一个废气废液焚烧燃烧器厂家技术实力与服务能力的关键。这包括根据具体的炉型(如焚烧炉、热风炉、工业窑炉及裂解炉等)、废物成分、热值范围以及现场空间限制进行非标设计。真正的定制化,意味着燃烧器能完美适配工艺,而非让工艺去迁就设备。
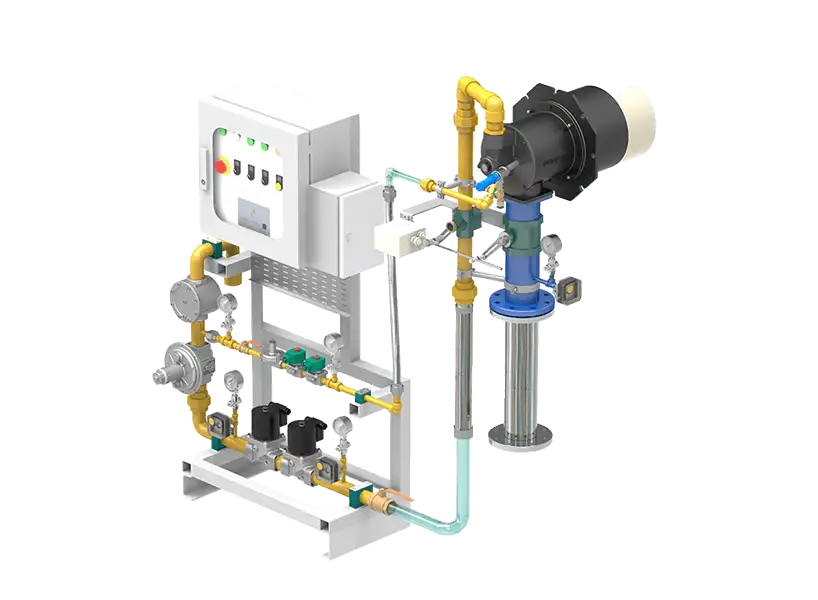
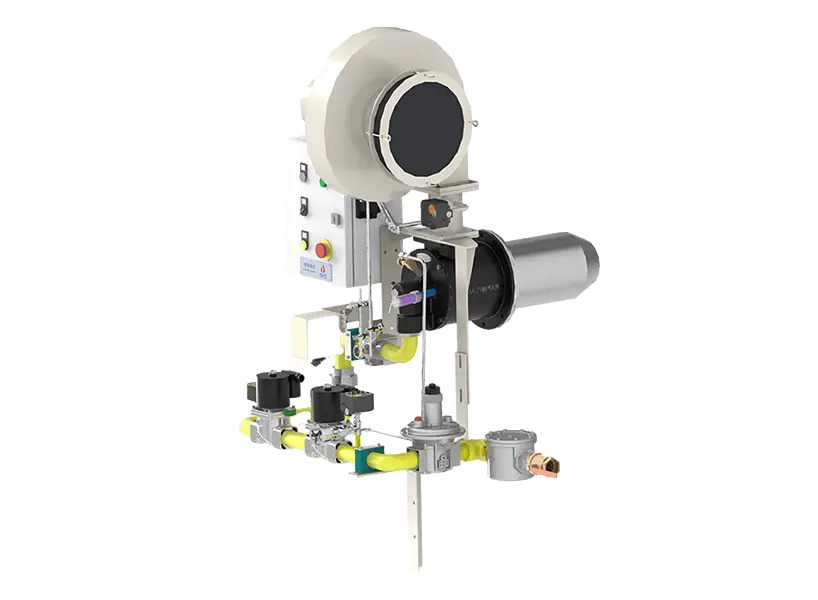
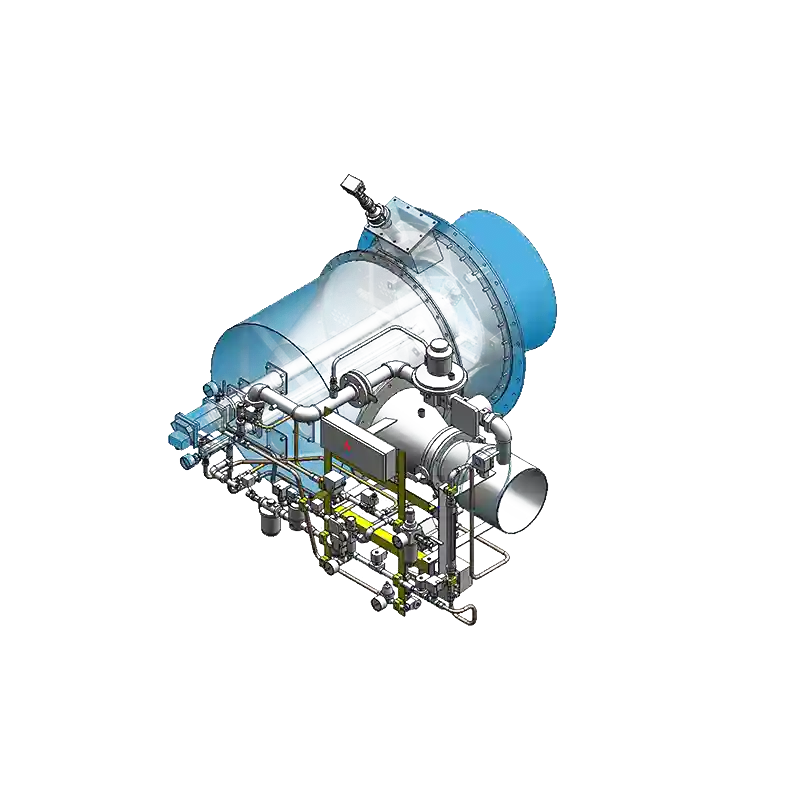
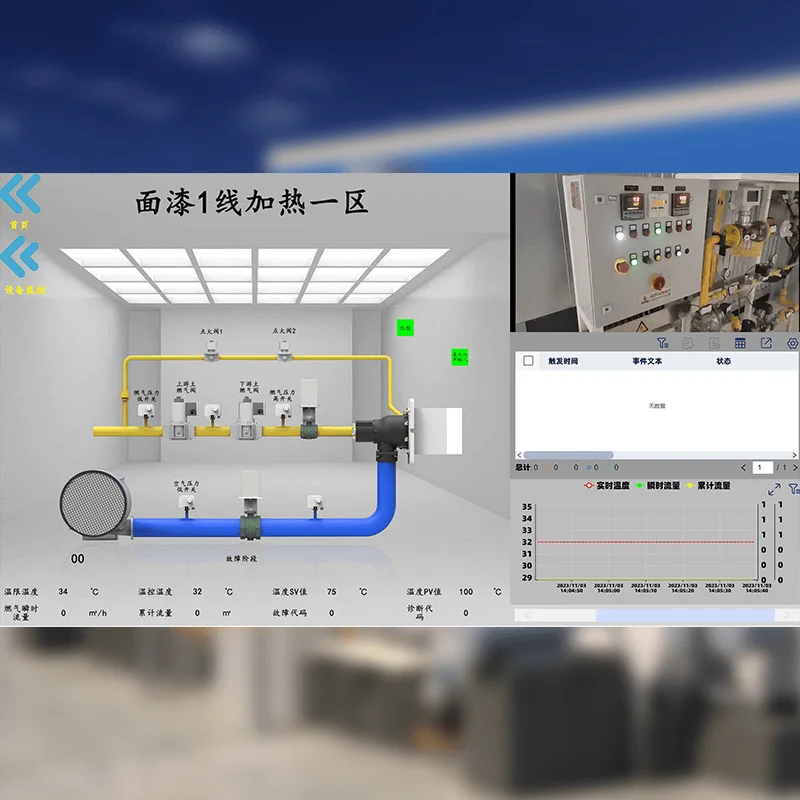
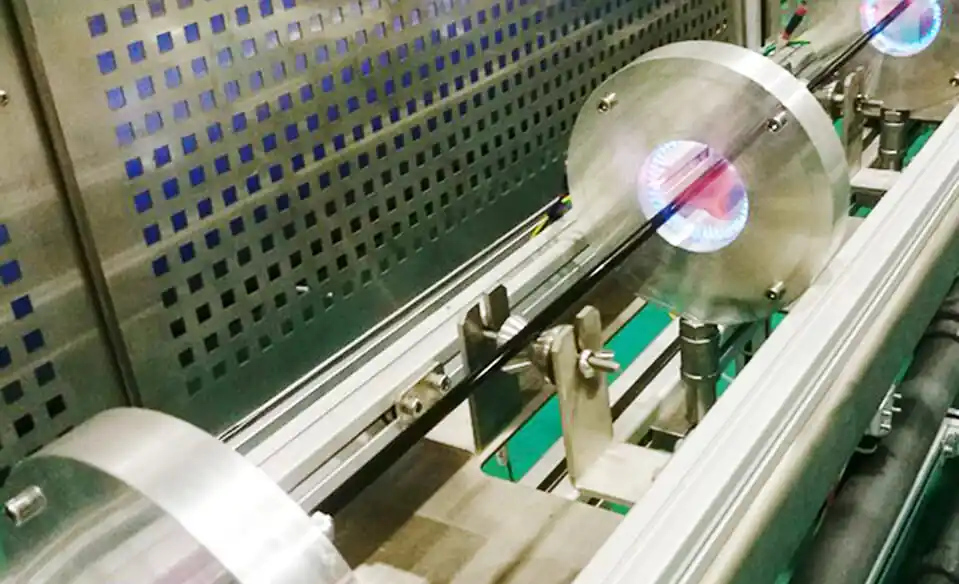
一套优秀的废气废液焚烧燃烧器集成了多种实用功能。它不仅能焚烧处理废弃物,还具备烘炉及废弃物投放等多种功能,一机多用,提高了设备利用率。其强大的燃料适应性意味着可焚烧 95% 以上类型的废气、废液,为企业应对未来废物成分变化预留了空间。在安全方面,采用红外紫外一体化火检配置,能准确、可靠地监测火焰状态,防止熄火或爆燃等危险情况发生。结合自动化一键点火与智能控制系统,大大降低了操作难度和人为失误风险,同时其耐高温设计使其 *适用最高燃烧室温度 1300℃的严苛环境。

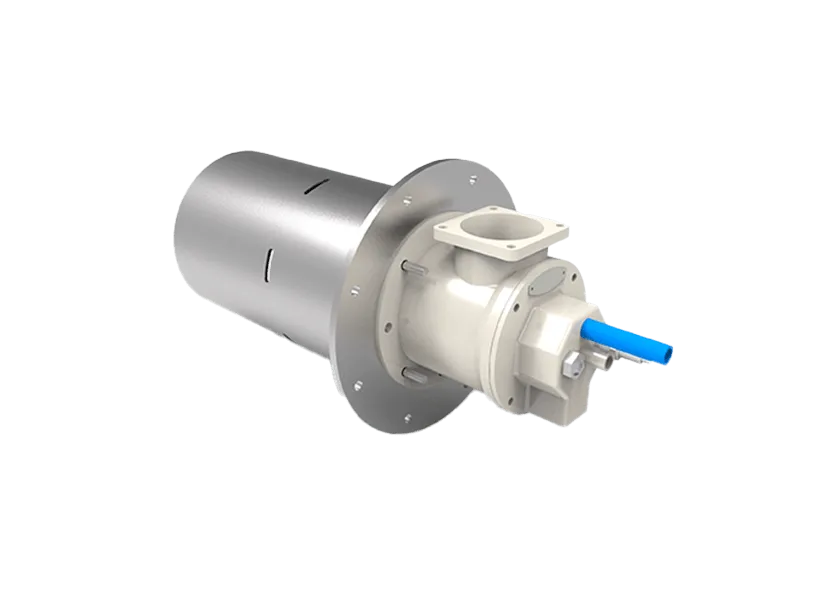
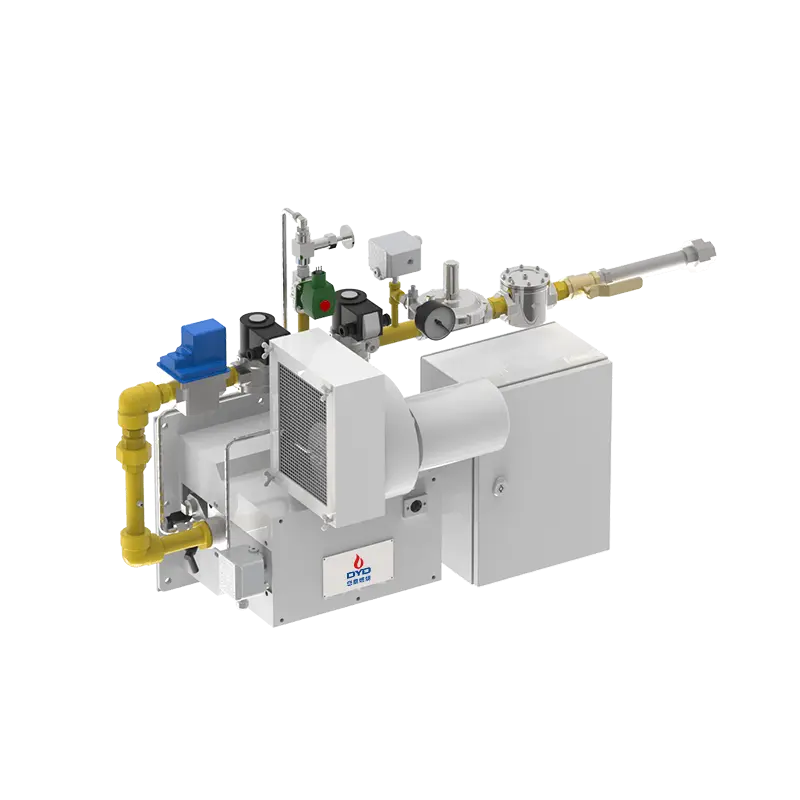
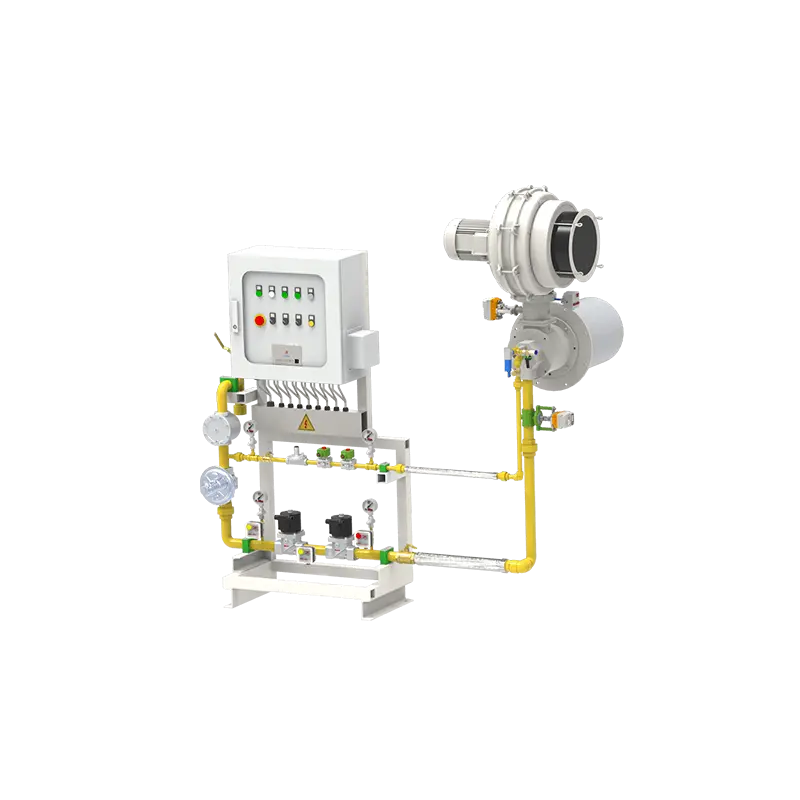
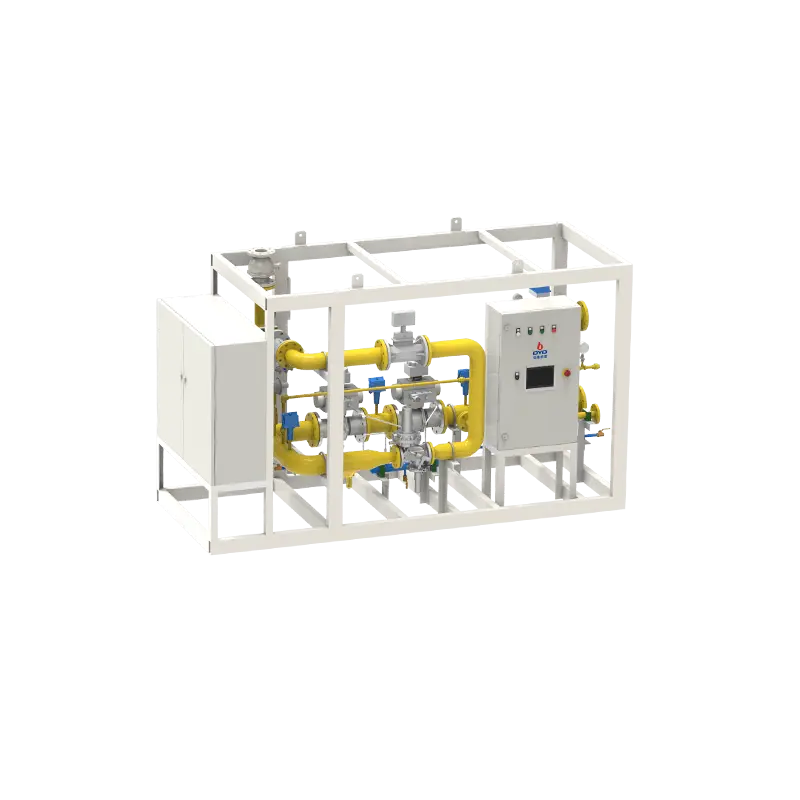
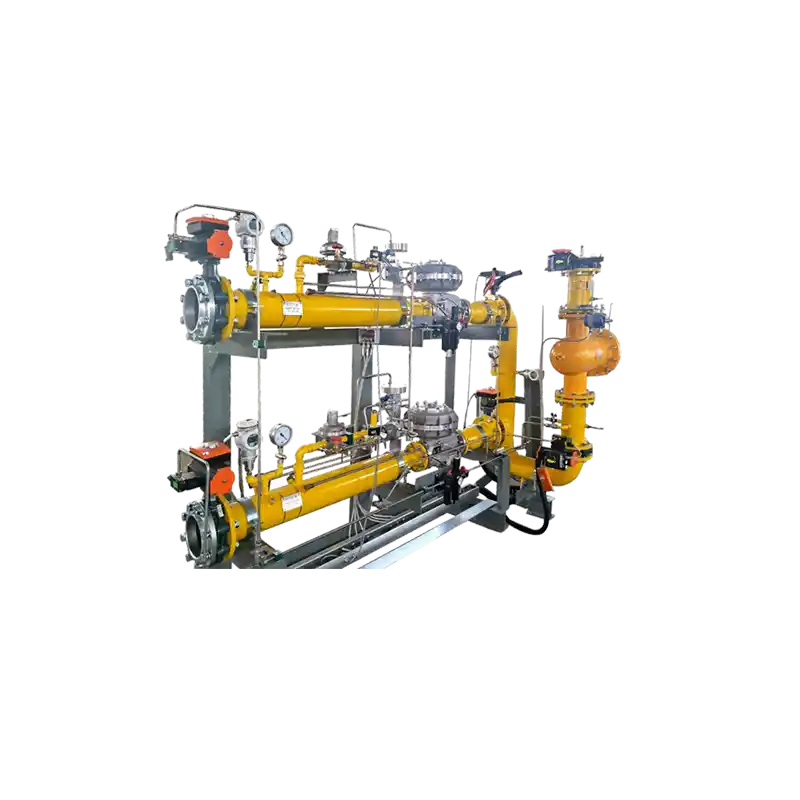
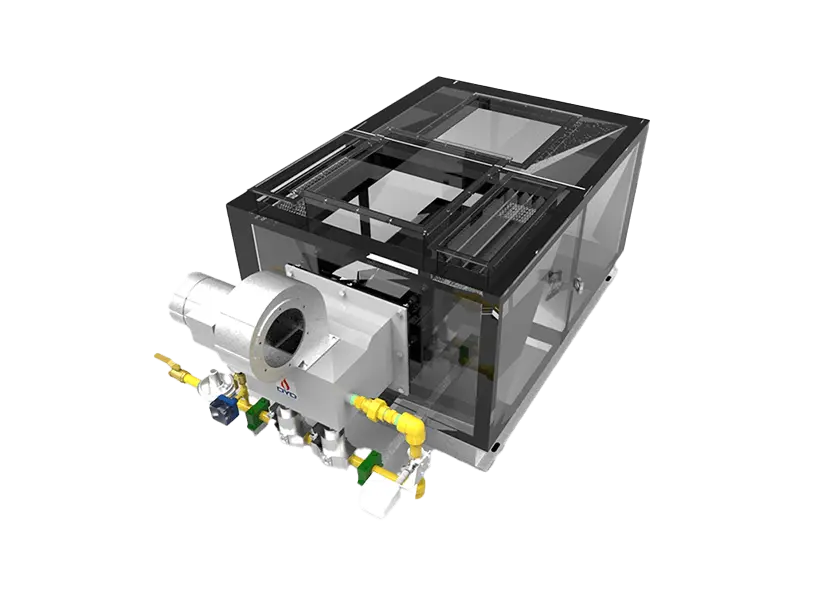
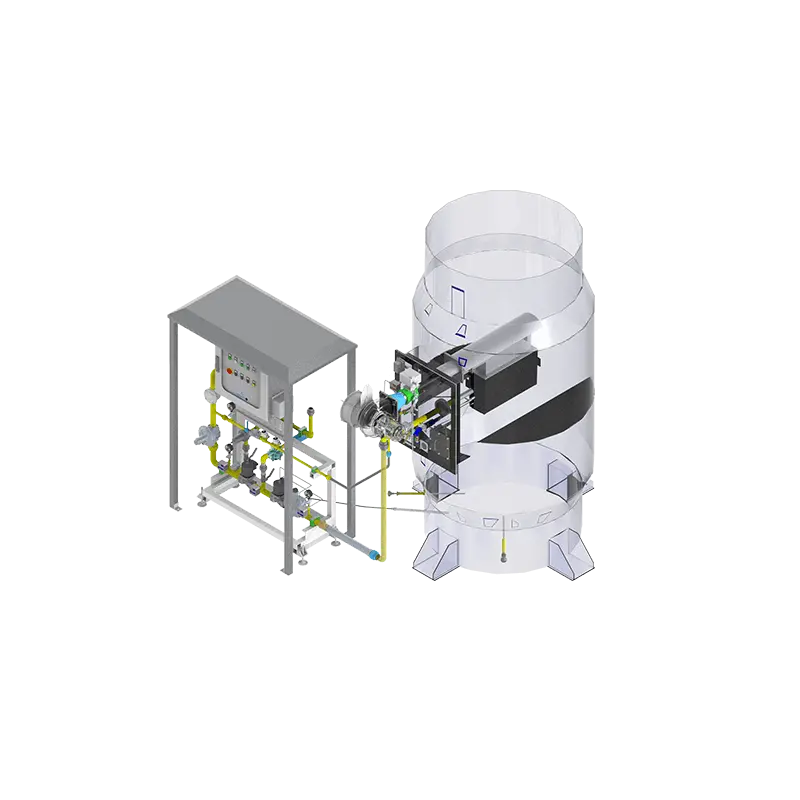
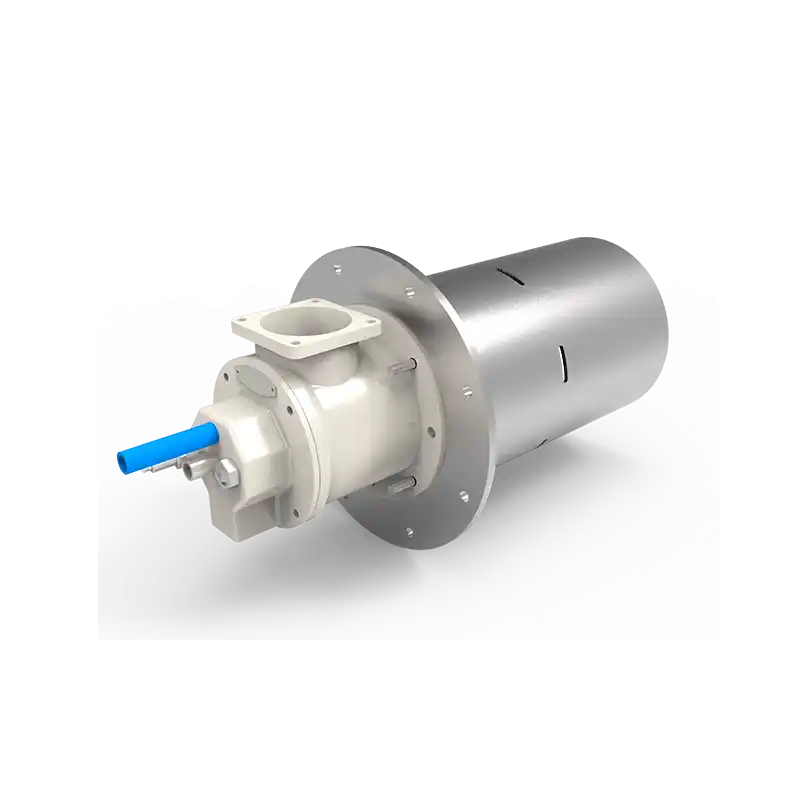
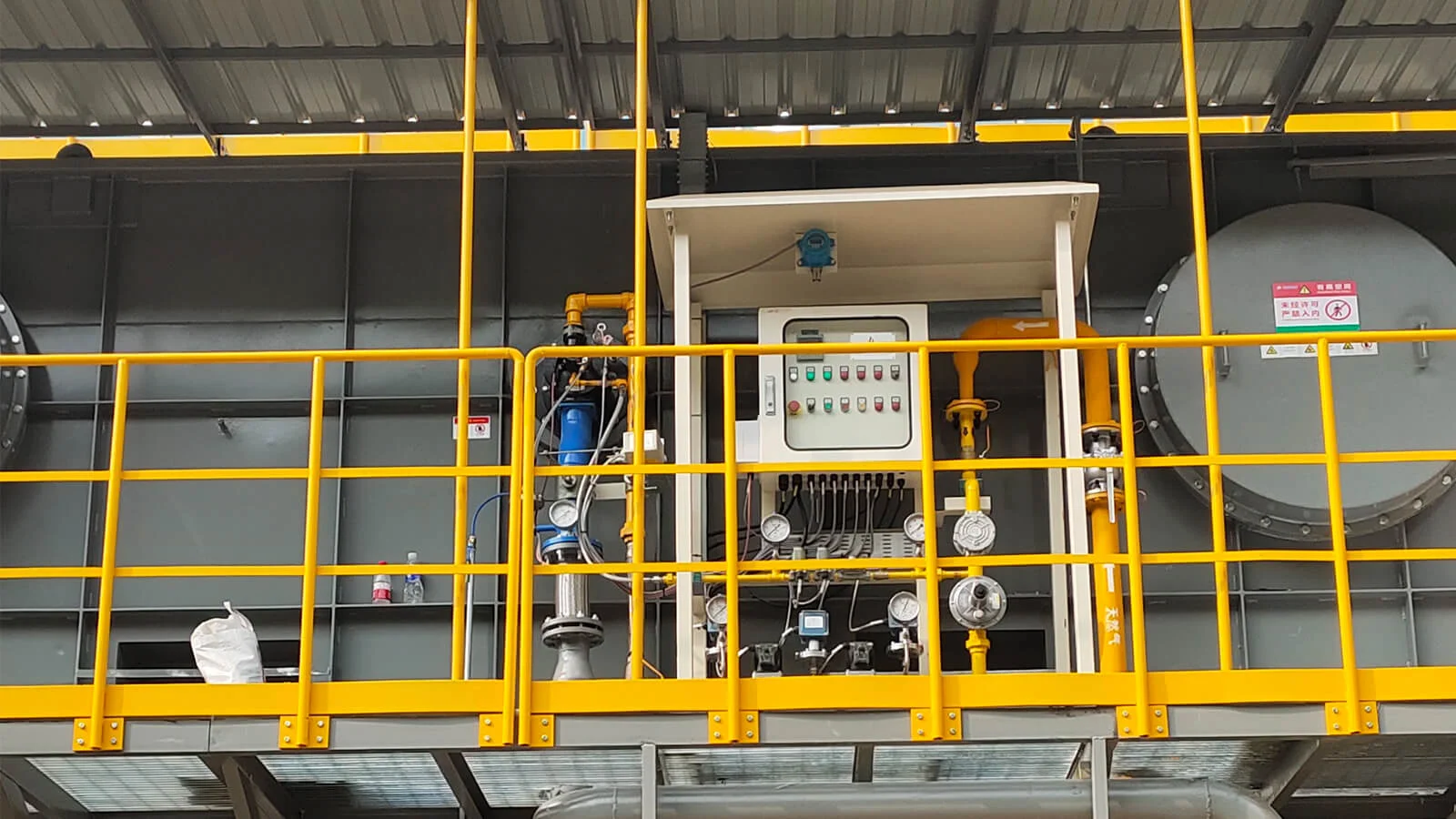
(废气废液混合焚烧燃烧器厂家)
企业在选择废气废液焚烧燃烧器厂家时,应超越单纯的产品价格比较,进行综合评估。首先要考察厂家的技术研发实力与项目经验,是否拥有类似工况的成功案例。其次,关注其设计能力,能否提供真正意义上的定制化工程设计方案。再次,核查其制造工艺、质量控制体系以及所采用的关键元器件品牌,这关系到设备长期运行的可靠性。最后,至关重要的一点是厂家的售后服务网络与应急响应能力,确保设备在全生命周期内都能获得及时的技术支持。
作为国家级高新技术企业,岱鼎燃烧持有 30 多项核心专利技术,并建立了先进的 CFD 热力仿真实验室,为产品优化和创新提供了强大支撑。公司严格执行 ISO9001 质量管理体系,确保每一台出厂设备的卓越品质与可靠性。其产品线全面覆盖燃气燃烧器、低氮环保燃烧器以及氢气燃烧器、纯氧燃烧器等特种燃烧器,功率范围宽广,其中低氮系列产品氮氧化物排放可低至 30mg/m³,满足最严格的环保要求。